
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Технические требования предъявляемые к режущему инструменту, предназначенному для работы на станках с ЧПУ.
Следует учесть, что эффективное применение станков с ЧПУ может быть достигнуто лишь при использовании режущего инструмента, отвечающего повышенным требованиям по стойкости и надежности, жесткости и другим показателям. В противном случае нельзя обеспечить стабильности размеров и высокого качества работы по установленной программе. Если, например, резец будет быстро изнашиваться и его понадобится часто подналаживать, эффект автоматизации, связанный с применением программного управления, значительно снизится, а то и вовсе будет сведен к нулю.
Или другой пример: если развертка не обладает достаточной жесткостью, обеспечить высокую точность позиционирования при использовании развертки невозможно. Таких примеров можно привести немало.
Высокие качества инструмента для работы на станках с ЧПУ закладываются начиная с разработки его конструкции.
При создании резцов для станков с ЧПУ были определены следующие условия:
использовать наиболее рациональные формы пластин, обеспечивающих универсальность инструмента (возможность обработки одним резцом максимального числа поверхностей деталей);
резцы должны иметь одни и те же основные координаты для удобства программирования технологических операций независимо от углов в плане;
инструмент должен иметь повышенную геометрическую точность по сравнению с инструментом для обычных станков;
необходимо обеспечить рациональное формообразование и отвод стружки (канавки, стружколомающие уступы и т. п.) в процессе резания;
должно быть высокое качество доводки режущих кромок;
режущая часть резца должна, иметь повышенную жесткость и прочность, износостойкость и размерную долговечность.
Подобные технические требования предъявляются и к другим режущим инструментам, предназначенным для работы на станках с ЧПУ.
Например, торцевые насадные фрезы со вставными ножами, оснащенными пластинками из твердого сплава, должны в отличие от стандартных обладать:
более высокой точностью поверхностей посадочного отверстия и опорного торца; биение режущих кромок не должно превышать 0,03 мм для двух смежных зубьев и 0,06 мм для двух противоположных зубьев (по стандарту соответственно 0,04 и 0,08 мм);
разность расстояний любой точки режущих кромок от опорной торцевой поверхности должна быть не более 0,04 мм (вместо 0,05 мм) и т. д.
Геометрия режущей части должна обеспечить нормальную работу инструмента на достаточно высоких режимах резания. При выборе торцевых фрез для станков с ЧПУ отдается предпочтение инструменту с механическим креплением многогранных твердосплавных пластинок. Концевые быстрорежущие фрезы также должны иметь повышенную точность и более высокую надежность в работе.
Конструктивное отличие сверл для станков с ЧПУ от обычных заключается в уменьшении размеров по длине их рабочей части (l <= 4 D), более жестких допусках на нецилиндричность сердцевины и осевое биение режущих кромок, радиальное биение по ленточкам и другим геометрическим параметрам. Не допускается наличия обратного конуса на цилиндрических хвостовиках.
Для обработки сравнительно больших отверстий (диаметром 25—80 мм) в чугунных и стальных деталях рекомендуются перовые сверла, отличающиеся повышенной (по сравнению со спиральными сверлами) жесткостью и прочностью конструкции.
Развертки, применяемые на станках с ЧПУ, должны быть тщательно доведены. Для отверстий 3-го класса точности рекомендуются регулируемые твердосплавные, а для отверстий 1—2-го классов точности твердосплавные однолезвийные нерегулируемые развертки.
Для получистового и чистового растачивания на станках с ЧПУ, включая многооперационные станки, целесообразно применять расточные головки (оправки) с точной (микрометрической) регулировкой вылета резца (см. рис. 34).
При подрезке торцов и обработке ступенчатых отверстий применяют оправки с пластинчатыми двусторонними резцами, которые могут обеспечить перпендикулярность до 0,01 мм.
В качестве вспомогательного инструмента, предназначенного для крепления режущего инструмента, применяемого на станках с ЧПУ, используются:
- точные оправки к насадным торцевым фрезам;
- прецизионные цанговые патроны для крепления инструмента с цилиндрическими хвостовиками;
- переходные втулки для инструмента с конусным хвостовиком или специальные переходные державки для крепления инструмента с цилиндрическими регулируемыми хвостовиками;
- жесткие расточные оправки;
- сверлильные трехкулачковые патроны (для крепления сверл с хвостовиками диаметром 1—13 мм) и др.
Для станков с ЧПУ рекомендуется применять
стандартные или специальные режущие инструменты, крепежные элементы,
которые унифицированы с этой оснасткой.
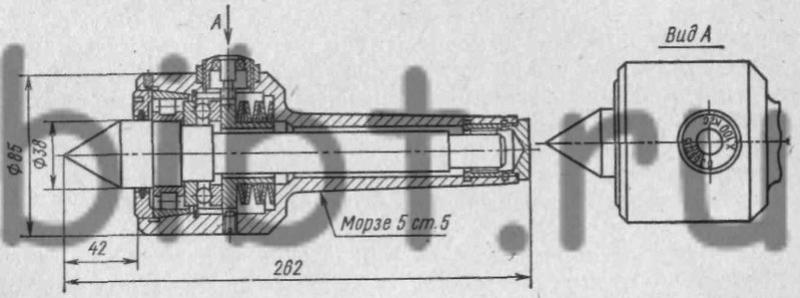
Рис. 27. Вращающийся центр с указателем осевой силы
Созданы типовые конструкции приспособлений для крепления деталей на различных станках с ЧПУ.
На рис. 27 показан усовершенствованный вращающийся центр типовой конструкции РКВ-7032-4039СБ с указателем осевой силы.
Опыт эксплуатации станков с ЧПУ свидетельствует о целесообразности использования на них для закрепления заготовок быстропереналаживаемой оснастки, в том числе универсально-силовых устройств и универсально-сборных приспособлений (УСП), отличающихся повышенной точностью.