
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>3. Установка и крепление инструмента
Правильная установка и надлежащее крепление инструмента на металлорежущих станках имеют первостепенное значение для бездефектной работы. Инструмент должен быть закреплен так, чтобы в процессе резания не было нарушено его расположение относительно других элементов СПИД.
Особенно важно для
правильной ориентации инструмента качество поверхностей установочных
баз. Если, например, в конусном отверстии шпинделя станка или на
хвостовике борштанги имеются забоины, погрешности неминуемы.
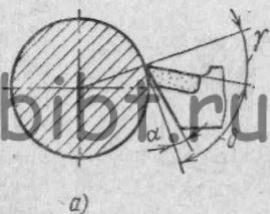
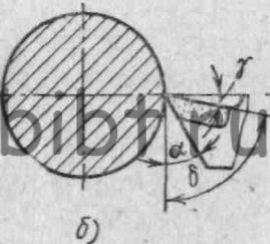
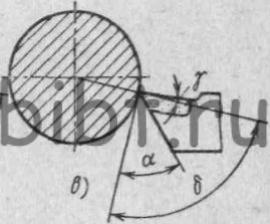
Рис. 30. Схема изменения углов резания в зависимости от установки резца
При работе на токарных станках весьма существенное значение имеет правильная установка резца относительно линии центров станка, так как от этого зависят углы резания и условия работы инструмента.
При установке вершины резца на уровне центров его задний угол α, передний γ и угол резания δ расположены так, как показано на рис. 30, б.
Если же поднять вершину резца выше оси центров (рис. 30, а), то передний угол γ увеличится, а угол резания δ уменьшится. При этом улучшается условия резания, облегчится сход стружки по передней поверхности. Однако следует учесть, что чрезмерное уменьшение заднего угла α может привести к повышению трения задней поверхности резца о заготовку и, как следствие, к повышенному нагреву инструмента.
При установке резца ниже линии центров (рис. 30, в) условия резания ухудшаются, так передний угол γ уменьшится, а угол резания δ увеличится, что усложняет процесс отделения стружки.
Учитывая зависимость условий работы инструмента от его положения относительно оси центров станка, рекомендуется при черновом обтачивании деталей из металла средней твердости устанавливать резец выше оси центров или на ее уровне, но не ниже. При работе твердосплавным инструментом вершину резца целесообразно устанавливать при черновом обтачивании — выше оси центров на 0,01 диаметра обрабатываемой детали; при чистовом обтачивании — на уровне оси центров, или несколько ниже ее.
Для ориентации резца в процессе его установки на токарном станке используется острый конец заднего центра или специальная риска на пиноли задней бабки.
Совершенствование методов установки и крепления инструмента широко используется новаторами производства для обеспечения высокого качества работы. Например, токарь-рационализатор В. Г. Моисеев разработал и успешно внедрил ряд оригинальных приспособлений, которые не только сокращают время на обработку, но в значительной мере направлены на повышение ее качества.
Об этом свидетельствует предложенный им фрезерный патрон «Мечта», который обеспечивает строгое центрирование режущего инструмента. Его расточная головка «Советская» также отличается повышенной жесткостью и точностью. Это же относится и к быстросменной расточной оправке «Россия» и расточной головке «Надежда», разработанных рабочим-рационализатором [11].