
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Точная установка резьбового резца по углу подъема винтовой линии
В некоторых случаях приходится производить точную угловую установку инструмента относительно заготовки. С этой целью разрабатываются различные приспособления. Например, для установки резьбового резца по углу подъема винтовой линии успешно используется специальная державка (рис. 31).
Она обеспечивает ориентацию дискового резца таким образом, чтобы его передняя режущая кромка была перпендикулярна касательной к винтовой линии нарезаемой резьбы. Державка состоит из корпуса 1, дискового резца 2 и разрезной обоймы 3. Установка резца на требуемый угол может осуществляться двумя способами в зависимости от характера производства.
При серийном изготовлении резьбовых изделий и малой их номенклатуре одна державка обычно используется для нарезания всего лишь нескольких размеров резьб. При этом на ней клеймятся номера (шифры) деталей, для обработки которых она предназначена. Установка резца на требуемый угол осуществляется в данном случае поворотом державки относительно обоймы 3 до совмещения соответствующих контрольных калиброванных отверстий (поз. 5—5 или 6—6, см. рис. 31, вид А). Затем державка фиксируется в обойме при помощи контрольного штыря 4.
Величина необходимого угла поворота τср определяется по среднему диаметру резьбы tg τ ср P/(π*Dср)
где P — шаг резьбы;
Dср — средний диаметр резьбы.
При большом
разнообразии резьбовых изделий применение фиксатора нецелесообразно.
В этом случае ориентация резца на требуемый угол может быть
осуществлена при помощи стандартного угломера, устанавливаемого на
торцах корпуса 1 и обоймы 3, на которых нанесены риски (см. рис. 31).
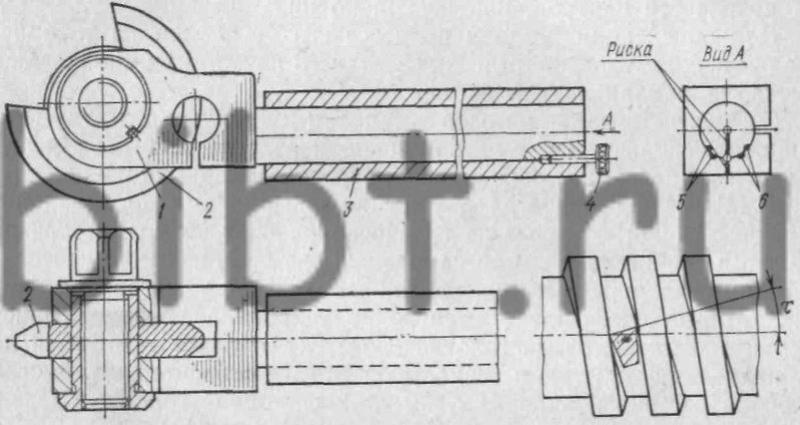
Рис. 31. Точная установка резьбового резца по углу подъема винтовой линии
Применение описанного устройства обеспечивает быструю и достаточно точную настройку резьбового резца на требуемый угол подъема нарезаемой резьбы.
При механической обработке часто приходится встречаться с установкой хвостового инструмента (сверл, зенкеров, разверток и т. п.) непосредственно в шпиндель станка или с помощью переходных втулок. При этом необходимо не только обеспечить надежное крепление, но и не допускать биения инструмента. В противном случае нельзя получить достаточной точности обрабатываемых отверстий. Базовые отверстия шпинделя и переходных втулок, а также поверхность хвостовой части инструмента следует тщательно очищать от грязи, стружки, пыли и т. п. Не допускается на этих поверхностях наличия забоин, царапин и других повреждений, которые могут нарушить точность установки инструмента. Применяемые самоцентрирующие и быстросменные патроны должны обеспечить точное центрирование инструмента и его минимальный вылет.
Не допускается ударять какими-либо предметами по установленному инструменту, патронам, втулкам, так как это может
привести к существенным нарушениям точности базовых поверхностей станочного шпинделя, приспособления и инструмента.
Для протирки базового отверстия шпинделя следует применять протирочный деревянный конус с замшевой обклейкой или чистую мягкую салфетку. Необходимо учесть, что точность установки фрезы в значительной мере отражается на качестве обрабатываемых поверхностей. Неравномерное участие всех ее зубьев в работе резко ухудшает шероховатость и снижает эффективность работы инструмента. При выполнении высокоточных операций на прецизионных фрезерных станках торцовое и радиальное биение зубьев фрезы не должно превышать 0,05 мм, а на координатно-расточных станках — 0,02 мм.
При работе фрезерной головки большое значение имеют точность и жесткость ее крепления на оправке, а также ориентация самой оправки в шпинделе станка. Диаметр посадочного отверстия головки должен соответствовать диаметру применяемой оправки. Фрезу следует устанавливать как можно ближе к шпинделю и при возможности пользоваться второй опорой — подвеской, которая в значительной мере сокращает биение инструмента на горизонтально-фрезерных станках [27].
При нарезании внутренних резьб на станке несоосность метчика с предварительно обработанным отверстием может привести не только к нарушению качества, но и к поломке инструмента. Это вызвало необходимость разработки и применения качающихся, плавающих и других самоустанавливающихся патронов.
При нарезании на станке резьбы в глухих отверстиях также существует опасность поломки метчика, если своевременно не прекратить осевую подачу. Это часто приводит к неисправимому производственному браку, так как извлечение поломанного метчика чревато разрушением обработанной детали. Для предотвращения поломки метчика целесообразно применять при нарезании глухих резьб самовыключающиеся патроны.