
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Качество обработки деталей машин. Шлифование - главный способ окончательной обработки точных деталей.
Чем выше технические требования к изделию, тем больше приходится затрачивать труда на его изготовление. В связи с этим при проектировании технологического процесса инженер-технолог стремится обеспечить различными технологическими методами необходимую точность форм и размеров обрабатываемых поверхностей, а также соответствующее их взаимное расположение, требуемую шероховатость и другие качества при минимальных трудовых и материальных затратах [13, 23].
Технологическое обеспечение требуемого качества при механической обработке связано с такими вопросами, как точность и жесткость применяемых металлорежущих станков и приспособлений и стабильность их работы, размерная стойкость инструмента, выбор соответствующего контрольно-измерительного инструмента, включая средства активного контроля, и т. п. [3].
Качество обработки деталей машин (особенно высокоточных) в значительной мере зависит от выполнения финишных операций, которые обеспечивают окончательное формообразование и пространственное расположение наиболее важных поверхностей в соответствии с техническими условиями.
Самым распространенным способом окончательной обработки точных деталей является шлифование. Это прежде всего объясняется тем, что абразивным инструментом можно не только обеспечить наивысшую точность и минимальную шероховатость поверхности весьма широкой номенклатуры деталей машин, но и успешно обрабатывать легированные и закаленные стали, твердые сплавы и другие труднообрабатываемые материалы. Для обеспечения высокого качества на шлифовальных операциях особое значение имеет правильное построение технологического процесса обработки детали и своевременная правка круга, умелое использование магнитных и других крепежных устройств, жесткость и точность инструментальных оправок, качество балансировки круга и т. д.
Примером технологического обеспечения повышенных требований по точности и шероховатости поверхностей прецизионных деталей может служить опыт применения метода тонкого шлифования кругами средней зернистости, в основе которого находится положение о первостепенном значении качества правки круга.
Известно, что в процессе правки алмазным карандашом на периферии шлифовального круга образуются неровности, расположенные по винтовой линии, шаг которой определяется величиной продольного перемещения алмаза за один оборот круга. В процессе шлифования профиль винтовых неровностей на рабочей поверхности круга в значительной мере переносится на обрабатываемую поверхность изделия, Учитывая это, можно путем изменения режимов правки круга управлять уровнем шероховатости шлифуемой поверхности, обеспечивая значительное снижение микронеровностей.
При использовании указанного метода технологический процесс отделочного шлифования протекает в следующем порядке.
Производится предварительное (чистовое) шлифование деталей, в процессе которого достигается требуемая точность, а также шероховатость поверхности в пределах Ra = 0,5÷0,2 мм. Затем выполняется доводочное шлифование на прецизионном шлифовальном станке с тонкой алмазной правкой абразивного круга.
Особо важную роль при доводочном шлифовании играет выбор режимов предварительного и окончательного шлифования.
Например, для цементированной закаленной стали 20Х в результате экспериментальных исследований, были установлены следующие рациональные режимы:
окружная скорость при предварительном и доводочном шлифовании, а также при правке круга vокр = 30÷35 м/с,
скорость вращения изделия nизд = 40÷60 об/мин.
Продольная подача при шлифовании sпрод.шл =(0,1÷0,3) В (где В — ширина круга).
Продольная подача при доводочной правке круга sпрод.прав.кр=(0,01÷0,02) В.
Поперечная подача при шлифовании:
предварительном tпоп.предв =0,01 ÷ 0,02 мм,
чистовом tпоп.чист = = 0,003 мм,
доводочном tпоп.дов = 0,001 мм.
Большое значение при шлифовании имеет точность установки обрабатываемой детали. Примером может служить крепление гильзы на специальной оправке (рис. 36) по торцам с использованием сферических шайб, при этом технологическими базами служат обработанные отверстия с двух сторон гильзы, которые затем окончательно доводятся соосно наружному цилиндру детали.
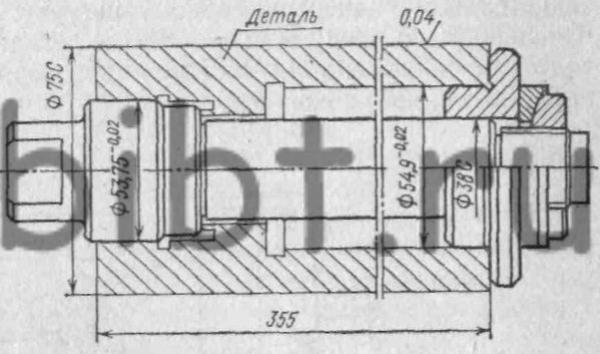
Рис. 36. Специальная оправка для доводочного шлифования особо точных деталей типа гильз
Чистовая обработка больших плоскостей сложных прецизионных корпусных деталей также вызывает значительные затруднения. Однако и здесь можно соответствующими технологическими методами обеспечить требуемую точность без применения трудоемких шабровочных операций.