
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Устройство и регулировка основных механизмов 6Р82Ш. Станина 6Р82Ш. Хобот 6Р82Ш. Коробка скоростей 6Р82Ш
Станина 6Р82Ш. Основной корпусной деталью является станина, на которой монтируют все остальные части станка. Станину закрепляют на основании винтами и штифтами.
Хобот 6Р82Ш. Хобот выполнен в виде подвижного корпуса, в котором смонтирована коробка скоростей шпинделя поворотной головки. При использовании станка, как обычного Горизонтального, на направляющих хобота могут быть установлены кронштейны-серьги. Расточка отверстия в серьгах под подшипники выполняется индивидуально для каждого станка, поэтому перестановка серег с одного станка на другой не допускается.
Перед перемещением хобота маховичком 8 (см. рис. 54) его небходимо отжать, расслабив клин поворотом головки винта 42.
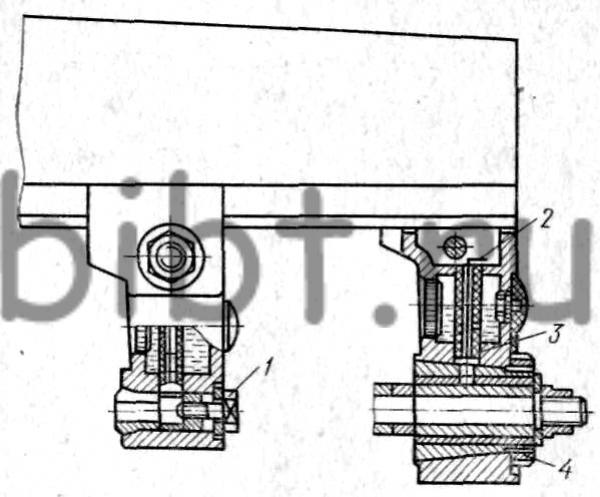
Рис. 60. Хобот фрезерного станка 6Р82Ш:
1 — винт регулировки зазора в опоре, 2 — проволочка регулировки подачи смазки к трущимся поверхностям опоры. 3 — фитиль, 4 — гайка выбора зазора в опоре
Зазор в подшипниках серьги регулируется гайкой 4 или винтом 1 (рис. 60). Чрезмерно малый зазор может привести к перегреву опоры. При хорошем состоянии поверхности опорной втулки-оправки и достаточной смазки нагрев серьги после обкатки в течение одного часа на максимальной частоте вращения шпинделя не должен превышать 50—60° С. Для проверки температуры существуют электрические приборы — термопары.
Масло в подшипник поступает из ниши серьги через окно во втулке и фитиль 3. Регулировка подачи масла осуществляется проволочкой 2.
Коробка скоростей 6Р82Ш. В корпусе станины смонтирована коробка скоростей горизонтального шпинделя.Коробку скоростей можно осмотреть через окно с правой стороны, для чего необходимо снять крышку 43 (см. рис. 54).
Шпиндель станка (вал V коробки скоростей) представляет собой трехопорный вал (рис. 61). Первая опора, расположенная у конца шпинделя, выполнена в виде двухрядного подшипника 1 с цилиндрическими роликами и с посадкой внутреннего кольца на конус.
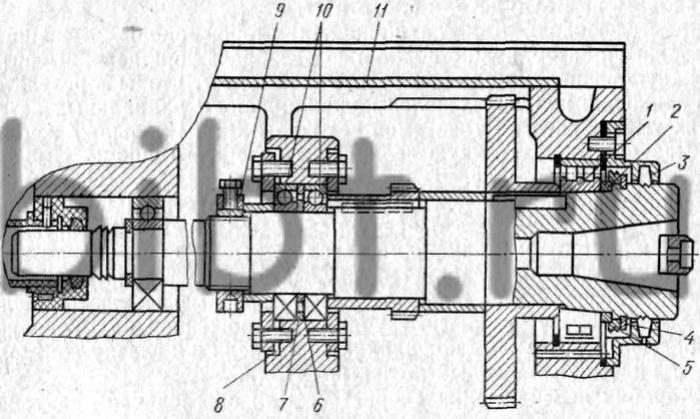
Рис. 61. Шпиндель фрезерного станка модели 6Р82Ш:
1 — подшипник двухрядный, 2 - полукольца, 3 — фланец, 4— кольцо пружинное, 5 — кольцо, 6 — кольцо малое, 7 — кольцо большое, 8 — монтажный зазор, 9 — гайка, 10 — радиально-упорный подшипник, 11 — крышка
Второй опорой являются два радиально-упорных подшипника 10. Шарикоподшипник третьей опоры поддерживает хвостовик шпинделя. Основные нагрузки воспринимаются подшипниками 1 и 10. Геометрическая точность шпинделя—величина осевого и радиального биения-—в основном зависит от регулировки первых опор.
Устранение повышенного зазора (люфта) во второй опоре производят подшлифовкой колец 6 и 7 и последующей затяжкой гайки. Такая регулировка требует демонтажа шпинделя и осуществляется ремонтной службой завода.
Радиальный зазор в передней опоре регулируют подшлифовкой полуколец 2 и последующим подтягиванием гайки 9. Порядок регулирования следующий:
при сдвинутом хоботе снять крышку 11 или боковую крышку с правой стороны станка и, расконтрив, ослабить гайку 9;
снять фланец 3, пружинное кольцо 4, кольцо 5 и вынуть полукольцо 2;
подтягивая гайку 9, выбрать люфт.
После проверки люфта в подшипнике произвести обкатку шпинделя на максимальной частоте вращения. При работе в течение часа нагрев подшипников не должен превышать 50—60°С.
Замерить величину зазора между подшипником и буртом шпинделя, после чего полукольца совместно подшлифовать на величину замеренного зазора.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм; затем полукольца установить на место; проверить, надежно ли законтрена гайка 9; установить на место детали 5, 4, 3 и 11.
Если необходимо в подшипниках второй опоры уменьшить радиальный зазор, нужно полностью разобрать шпиндель, выявить, на какую величину надо сошлифовать кольцо 7, чтобы в результате сближения наружных колец подшипников 10 радиальный зазор в них уменьшился до требуемой величины. Затем кольцо 7 сошли-фовывать на определенную величину. После этого шпиндель вновь смонтировать на станке.
Такие регулировки должны быть предусмотрены планами профилактических осмотров и предупредительных ремонтов, осуществляемых ремонтными службами заводов.
Смазка коробки скоростей осуществляется от плунжерного насоса. Смазывание осуществляется разбрызгиванием масла, поступающего из отверстия трубки, расположенной над коробкой скоростей. К переднему подшипнику шпинделя и к глазку контроля работы насоса подведены отдельные трубки.