
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Установка и выверка заготовки на столе станка.
Качество и точность обработанной детали зависят от того, насколько правильно были осуществлены установка и выверка ее на станке. Во многих случаях возможно закрепление детали непосредственно на рабочей поверхности стола.
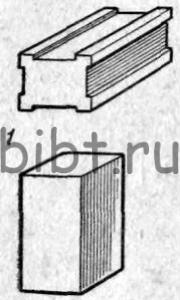
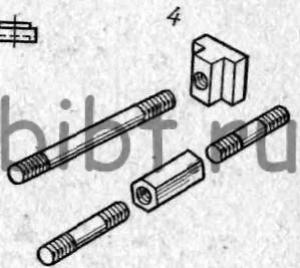
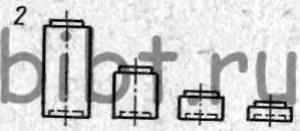
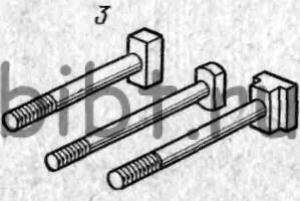
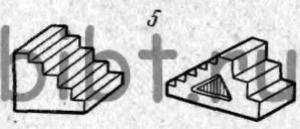
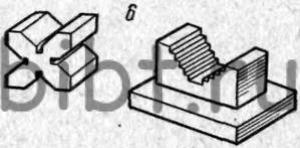
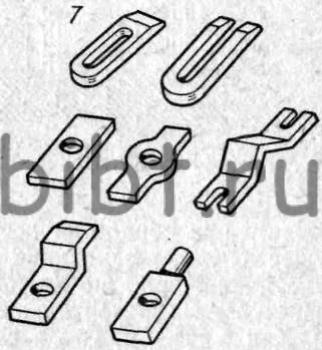
Рис. 106. Типовые крепежные детали, применяемые на координатно-расточных и инструментально-фрезерных станках: 1 — мерные подставки-кубики, 2 — цилиндрические подставки, 3 — крепежные болты, 4 — шпильки, соединительная гайка, сухарь, 5 — ступенчатые подставки, 6 — призмы, 7 — прижимные планки
Если форма детали и условия обработки делают такое крепление возможным, нужно, чтобы базовая поверхность детали, непосредственно сопрягающаяся с поверхностью стола, была тщательно подготовлена: хорошо обработана, не имела бы местных дефектов, забоин, заусенцев, была бы очищена от пыли и грязи. Это относится и к состоянию базовой поверхности в любом случае при установке детали на станок.
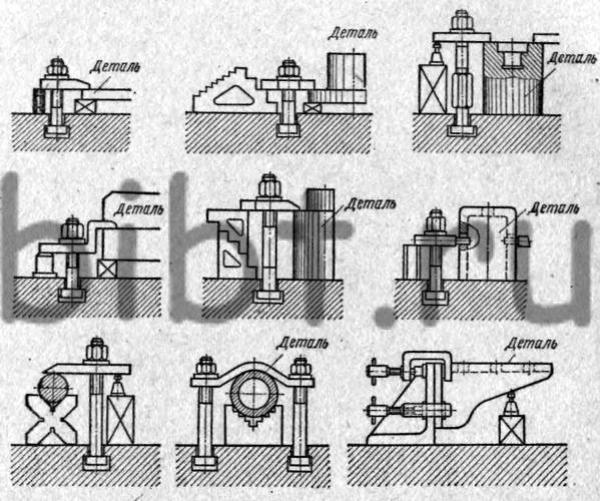
Рис. 107. Примеры применения крепежных деталей
Часто при обработке детали на фрезерных станках требуется осуществлять фрезерование ее боковых поверхностей, а при обработке на координатно-расточных станках — сверление и расточку отверстий на горизонтальной поверхности, параллельной к базовой. Как в первом, так и во втором случаях необходимо обрабатываемую деталь устанавливать на мерные подставки.
Мерные подставки или подкладки обычно делают определенных размеров, например, 25×40×75; 25×50×100; 25×50×150 и т. д. У малых станков толщина подкладок может делаться и меньше —до 15 мм, но предпочтительней размер 25 мм. Это особенно относится к координатно-расточным станкам, у которых для выхода инструмента из детали при сверлении и расточках должно быть оставлено достаточное пространство, чтобы поверхность стола не повреждалась инструментом.
На рис. 108 показан пример установки и выверки призматической детали на рабочей поверхности стола 4 с помощью мерных подкладок 3 и опорной планки 1. Опорная планка 1 ориентирует деталь относительно направления перемещения стола. Такой способ установки и выверки прост и не требует большой затраты времени. Не все пазы в столах делаются одинаковой точности.
Контрольным, наиболее точным, является средний пал. Опорная планка изготовляется с такими отклонениями от номинального размера среднего паза, чтобы обеспечивалось сопряжение с пазом по посадке скольжения 2-го класса точности.
Иногда, па станках к боковой поверхности стола прикрепляют опорные линейки, которые также служат для установки обрабатываемых деталей. Для ориентировочной установки детали относительно боковой поверхности стола могут быть использованы и универсальные измерительные средства типа рейсмасов.
При выверке обрабатываемых деталей с помощью опорных линеек или планок достигается точность установки ±0,05 мм.
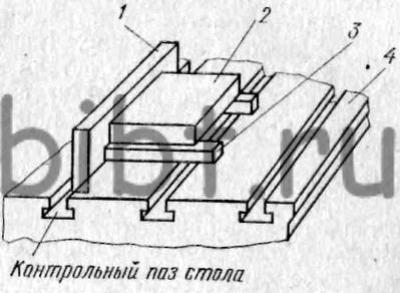
Рис. 108. Пример установки и выверки призматической детали на рабочей поверхности стола:
1— опорная планка. 2— деталь. 3- мерная подкладка, 4— стол стайка