
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Обработка винтовой канавки.
Взаимное расположение фрезы и обрабатываемой детали при фрезеровании винтовой канавки схематично показано на рис. 114.
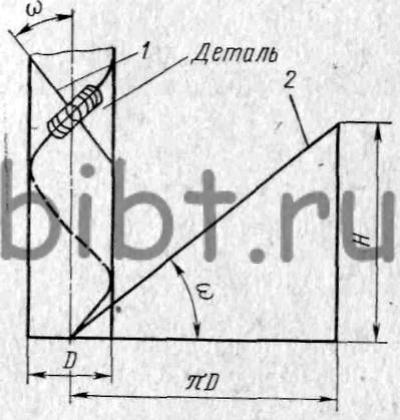
Рис. 114. Расположение детали и фрезы при фрезеровании винтовой канавки:
1 — ось фрезы, 2 — развертка винтовой линии
На рисунке изображена развертка винтовой линии канавки в направлении, в котором производится обработка канавки с шагом H при длине окружности πD. Угол подъема винтовой линии ω, а также угол, составляемый осью фрезы и осью обрабатываемой детали, равны между собой. Для получения винтовой канавки необходимы следующие условия: ось инструмента (ось шпинделя станка) должна быть наклонена к оси обрабатываемой детали под углом, равным углу подъема винтовой линии; деталь должна перемещаться вдоль своей оси и одновременно вращаться; перемещение, равное шагу винтовой линии, должно совершаться за один оборот.
Перемещение детали в осевом направлении осуществляется на станке типа 6Р82Ш за счет перемещения стола в направлении продольной подачи, а вращение достигается с помощью универсальной делительной головки (УДГ) и гитары зубчатых колес, передающей вращательное движение от ходового винта стола к механизмам делительной головки и в конечном счете к обрабатываемой детали.
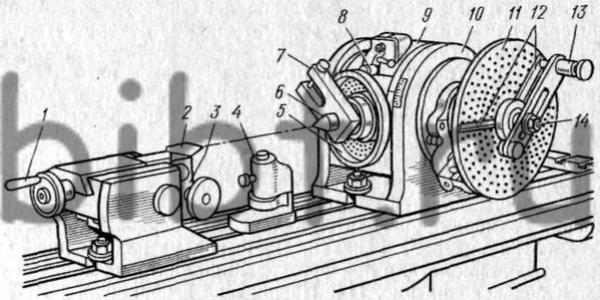
Рис. 115. Универсальная делительная головка:
1 — маховичок, 2, 6 — поддерживающий центр, 3 — задняя бабка, 4 — домкратик для поддержки длинных и тонких деталей, 5, 11 — делительный диск, 7 —поводок, 8 — фиксатор, 9— корпус, 10 — основной корпус, 12 — сектор, 13 — рукоятка, 14 — ось валика
На рис. 115 показана универсальная делительная головка, установленная на столе станка и подготовленная для обработки деталей в центрах. Один из поддерживающих центров 2 установлен в задней бабке. Маховичком 1 центр 2 может выдвигаться и зажимать детали в центрах. Второй поддерживающий центр 6 установлен в шпинделе делительной головки. На шпинделе установлен поводок 7, с помощью которого вращательное движение от шпинделя передается к детали через промежуточный хомутик, обычно устанавливаемый в таких случаях на обрабатываемой детали. Отогнутый конец хомутика заходит в прорезь поводка 7. В передней части головки установлен делительный диск 5. Он имеет три ряда отверстий с различным количествам отверстий в каждом ряду. В отверстия при фиксировании поворота заходит фиксатор 8. Сбоку делительной головки смонтирован делительный диск 11. Каждая сторона диска снабжена несколькими рядами несквозных отверстий, расположенных на разном удалении от оси. Диск может быть закреплен фиксатором от поворота. При осуществлении деления рукоятка 13 вращается вокруг оси валика 14 и в нужном положении фиксируется по отверстию в диске пружинным фиксатором, который смонтирован в рукоятке. При осуществлении деления возникает необходимость поворачивать рукоятку не только на целое число оборотов, но и на доли оборота. В последнем случае приходится отсчитывать определенное количество отверстий, находящихся в том или ином кругу делительного диска. Чтобы при каждом делении отверстия не считать, смонтированы подвижные ножки — сектора 12. С помощью делительной головки можно обрабатывать очень сложные детали. Для этой цели предусмотрен поворот шпинделя в вертикальной плоскости. Он достигается за счет того, что корпус 9, в котором смонтирован шпиндель, выполнен поворотным относительно основного корпуса 10.
Делительная головка может комплектоваться поворотной плитой. Делительная головка, которая установлена на поворотной плите, может поворачиваться в горизонтальной плоскости.
Для осуществления деления, которое не может быть выполнено делительным диском, предусматривается гитара сменных колес (для дифференциального деления).
Делительная головка комплектуется оправками для крепления деталей с отверстием, зажимным патроном и другими принадлежностями.
На рис. 116 показаны кинематическая схема делительной головки и сменные зубчатые колеса, устанавливаемые на гитаре. Рассмотрим кинематическую схему делительной головки.
В делительной головке имеется пара конических колес 4, 5, пара цилиндрических колес 6, 7 и червячная пара: червяк 10, червячное колесо 9.
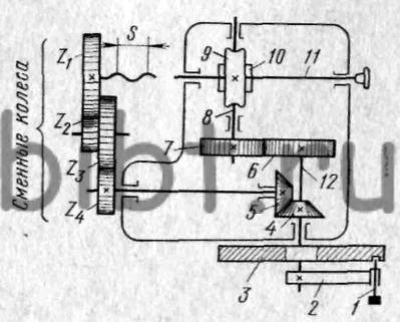
Рис. 116. Кинематическая схема делительной головки и гитары:
1 — фиксатор, 2 —рукоятка, 3 — делительный диск с отверстиями, 4, 5 — конические зубчатые колеса, 6, 7 — Цилиндрические колеса, 8 — вал червяка, 9, 10 — червячная пара, 11 — шпиндель делительной головки, 12 — вал делительного диска
Червячное колесо
расположено на шпинделе делительной головки 11. Передаточное
отношение в универсальной делительной головке равно 1 :40. Величина,
обратная этому отношению, называемая характеристикой головки,
обозначается буквой N. У рассматриваемой головки N=40. Сменные колеса
подбирают в зависимости от величины шага спирали. При этом пользуются
формулой ![]()
где uсм — передаточное отношение сменных колес; z1— зубчатое колесо, устанавливаемое на постоянном пальце гитары или на винте продольной подачи стола; z2 и z3— зубчатые колеса, устанавливаемые на переставных пальцах гитары; z4 — зубчатое колесо, устанавливаемое на валике делительной головки; А—-характеристика станка. A = N*S, где N— характеристика делительной головки, S — шаг ходового винта, мм; H — шаг винтовой линии, который обычно указан в чертеже обрабатываемой детали.
В станке типа 6Р82Ш шаг ходового винта равен 6 мм, поэтому характеристика для этого станка А = 40 * 6=240.
Рассмотрим пример
подбора сменных колес при фрезеровании винтовой канавки с шагом 378
мм: ![]()
Числитель и
знаменатель представим в виде ряда множителей ![]() зная числа зубьев сменных колес, можно эту же дробь выразить с
помощью чисел зубьев:
зная числа зубьев сменных колес, можно эту же дробь выразить с
помощью чисел зубьев: ![]() (при этом число 3 в числителе и знаменателе сокращается).
(при этом число 3 в числителе и знаменателе сокращается).
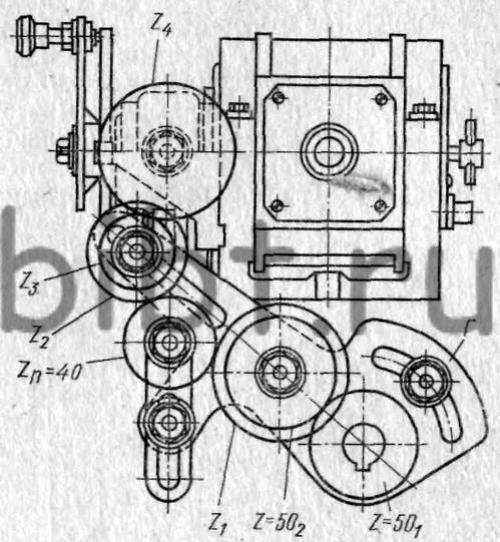
Рис. 117. Гитара для фрезерования винтовых канавок на широкоуниверсальных фрезерных станках:
Г — корпус гитары, z = 501; z=502; z = 40—постоянные зубчатые колеса, z1; z2; z3; z4 — сменные зубчатые колеса
На рис. 117 показано устройство и расположение гитары со сменными колесами относительно оси ходового винта и делительной головки. Гитара Г представляет собой плоскую деталь с пазами, необходимыми для крепления в них пальцев, на которые сажают сменные колеса. Постоянное зубчатое колесо z = 501 передает вращение от винта продольной подачи постоянному колесу z = 502, связанному шпонкой со втулкой, вращающейся на неподвижном пальце гитары. На этой же втулке расположено первое сменное зубчатое колесо z1, сменные зубчатые колеса z2 и z3 насажены на втулку, которая вращается на переставном пальце гитары. Сменное зубчатое колесо z4, закрепленное на валике делительной головки, передает вращение (см. рис. 116) через колесо 5 и 4 делительному диску 3 (фиксатор 1, который связывает делительный диск с корпусом головки, в этом случае должен быть отведен).
Вращение диска через связанные с ним фиксатор 1 и рукоятку 2 передается валу 12, а далее зубчатым колесам 6, 7, червяку 10, червячному колесу 9, шпинделю 11 и закрепленной на нем обрабатываемой детали. Фиксатор 8 (см. рис. 115) должен быть также выведен из отверстия диска 5. После того как произведена установка на гитаре сменных колес, необходимо проверить, соответствует ли направление вращения шпинделя головки требуемому направлению винтовой канавки. Если направление движения необходимо изменить на обратное, следует установить на гитаре паразитное зубчатое колесо, которое может быть установлено на переставном пальце между зубчатыми колесами z1 и zп=40 или между зубчатыми колесами zп=40 и z2.
После того как произведена настройка делительной головки, можно приступить к дальнейшим этапам работы: установке фрезы, выбору режимов резания, установке обрабатываемой детали и др.
Если требуется обработать на детали не одну винтовую канавку, а две, вторую под углом 180° по отношению к первой, необходимо по окончании обработки первой канавки осуществить деление на половину оборота.
Характеристика делительной головки выражается числом 40. Это значит, что для того, чтобы шпиндель сделал один оборот, нужно, вытянув фиксатор 1 из отверстия диска 3 (см. рис. 116), сделать рукояткой 2 полных 40 оборотов. Для деления на пол-оборота нужно соответственно сделать 20 оборотов рукояткой 2 и установить фиксатор в то же самое отверстие диска 3, что и до поворота. После установки обрабатываемой детали в новую позицию фрезерование может быть продолжено.
Если необходимо фрезеровать нечетное количество канавок, например три, тогда при делении 40 : 3 получается 13 целых оборотов и один в остатке. Чтобы оставшийся оборот разделить без остатка на три, отыскиваем на делительном диске такой круг с отверстиями, на котором число отверстий делится на три, например 39. Тогда при делении на три рукояткой 2 надо сделать 13 полных оборотов и относительно исходного положения рукоятку довернуть в том же направлении, отсчитав 13 отверстий в кругу с номером 39. Подобным образом поступают при делении и на любое другое число.