
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Индикаторное устройство для контроля перпендикулярности сторон
В условиях инструментального мелкосерийного производства при обработке заготовок типа базовых плит, корпусов и других крупногабаритных детален выполнение условия перпендикулярности смежных граней представляет собой известные трудности, так как заготовки для таких деталей по своему размеру и весу значительно превышают размеры базирующих приспособлений — угольников и кубиков, предназначенных для установки на шлифовальном станке деталей небольших размеров.
Это обстоятельство затрудняет надежную выверку детали, поэтому в процессе шлифования приходится неоднократно контролировать результаты обработки и корректировать ее установку. Обычно контроль производится с помощью угольников. Однако даже при полной уверенности в его точности результаты проверки дают лишь качественную оценку. Количественную оценку может дать несложный прибор для проверки перпендикулярности, предложенный новатором Кировского завода В. М. Федоровым (рис. 10).
Прибор состоит из массивной стойки (можно использовать стойку стандартного штангенрейсмуса размером 300 или 500 мм) с двумя каретками. При использовании стойки штангенрейсмуса на ней устанавливается вторая дополнительная каретка, на которой крепится часовой индикатор. Упор в виде линейки типа лекальной крепится на нижней стойке.
Проверка производится на контрольной плите. Прибор устанавливается так, чтобы упор касался грани контролируемой детали. Индикатор при этом должен иметь некоторый натяг, а шкала его установлена на нуль. Если прибор установить с противоположной стороны детали, то по отклонению стрелки индикатора можно определить величину отклонения от перпендикулярности параллельных граней детали к основанию.
При перпендикулярности стрелка индикатора будет находиться на той же нулевой отметке; при наличии отклонений неперпендикулярность будет составлять половину величины отклонения стрелки индикатора от нулевой отметки. Например, если стрелка индикатора перейдет нулевую отметку на 0,1 мм, то это означает, что стороны отклонены влево (по положению устройства, представленному на рис. 10) на 0,05 мм, если же не дойдет на 0,1 мм, то стороны отклонены вправо на ту же величину.
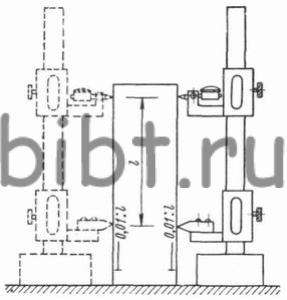
Рис. 10. Индикаторное устройство для контроля перпендикулярности сторон
При отклонениях, превышающих технические требования чертежа, выверка для окончательного шлифования может производиться на той же плите за счет подкладывания под нижнюю сторону заготовки полосок тонкой бумаги, фольги или кусков щуповой ленты. После выверки и контроля деталь переносится на магнитную плиту станка, где и производится шлифование. При этом прокладки помещаются в те же места, которые они занимали при выверке на контрольной плите.
Для возможности выверки детали непосредственно на магнитной плите станка необходимо, чтобы основание стойки прибора было изготовлено из немагнитного материала (например, из бронзы), а размеры плиты позволяли одновременное размещение на ней детали и прибора.