
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Индикаторная оправка — центроискатель
На Московском
станкостроительном заводе им. Серго Орджоникидзе спроектированы и
внедрены оригинальные индикаторные оправки (центроискатели) для
проверки соосности осей вращения шпинделей с осями отверстий
кондукторных втулок приспособлений на агрегатных станках.
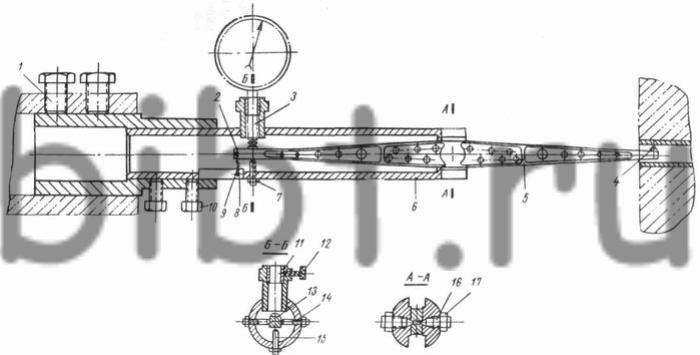
Рис. 11. Индикаторная оправка — центроискатель
В корпусе 6 оправки (рис. 11) на притертых центрах 16, которые после регулирования стопорятся гайками 17, может поворачиваться равноплечий рычаг 5. На одном конце рычага, входящем при измерении в отверстие кондукторной втулки, закрепляют на резьбе сменные сферические пяты 4, которые подбирают в зависимости от диаметра отверстия втулки. На другом конце рычага закреплена плоская пята 13, находящаяся в контакте с индикатором часового типа, закрепленным в корпусе 6 за трубку 3 при помощи разрезной втулки 11 и винта 12.
Рычаг 5 постоянно оттягивается пружиной 9, отогнутые ушки которой продеты в отверстия 2 рычага 5 и отверстие 8 корпуса 6. Исходное положение рычага регулируется упором 15, который после регулирования стопорится гайкой 7. Корпус оправки закрепляют в шпинделе станка непосредственно (при диаметре отверстия в шпинделе 36 мм) или при помощи переходных насадок. Корпус в насадках крепят болтами 10, а насадки в шпинделе или на шпинделе болтами 1.
Для повышения жесткости всей системы боковые поверхности рычага 5 притерты по пазу корпуса оправки, а возможные боковые смещения конца рычага, находящегося под индикатором, исключаются ограничителями 14 с гайками. Диапазон контролируемых размеров диаметров отверстий кондукторных втулок может быть значительно расширен путем применения различных размеров насадок и пят 4.
При контроле соосности в вертикальном положении индикаторной оправки погрешность измерения зависит только от погрешности самого индикатора. При контроле в горизонтальном положении к этой ошибке добавляется погрешность измерения, вызванная прогибами всей системы под действием ее веса. Так-как все составные элементы оправки максимально облегчены, эта погрешность составляет 0,007—0,01 мм и может быть легко учтена при измерении.
Для повышения жесткости всей системы боковые поверхности рычага 5 притерты по пазу корпуса оправки, а возможные боковые смещения конца рычага, находящегося под индикатором, исключаются ограничителями 14 с гайками. Диапазон контролируемых размеров диаметров отверстий кондукторных втулок может быть значительно расширен путем применения различных размеров насадок и пят 4.
При контроле соосности в вертикальном положении индикаторной оправки погрешность измерения зависит только от погрешности самого индикатора. При контроле в горизонтальном положении к этой ошибке добавляется погрешность измерения, вызванная прогибами всей системы под действием ее веса. Так-как все составные элементы оправки максимально облегчены, эта погрешность составляет 0,007—0,01 мм и может быть легко учтена при измерении.
При необходимости установки в оправку малого часового индикатора на его измерительный стержень наворачивают удлинитель, входящий в комплект оправки. Для хранения оправки изготовлена специальная тара в виде закрывающегося ящика, в котором выполнены гнезда из деревянных, обшитых материей подкладок. Для мелких деталей в ящике предусмотрены пеналы.
Индикаторная оправка данной конструкции надежна и удобна в работе; она позволяет осуществлять контроль несоосности в труднодоступных местах, так как индикатор вынесен из зоны контроля .