
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>26. Универсальные прогрессивные приспособления и методы обработки.
Синусная делительная головка с невращающимся центром.
Изготовление шлицевых, многогранных и других специальных калибров, кулачков, просечек и подобного им инструмента представляет собой характерную разновидность лекально-инструментального производства. Для обработки этих инструментов необходимо применять шлифовальные станки и делительные устройства к ним.
Главным условием при изготовлении шлицевых и многогранных калибров является точное расположение шлицев или граней по окружности. При обработке таких калибров применяются делительные головки. Одним из существенных недостатков делительной головки обычного типа является то, что шпиндель ее жестко связан с делительным устройством и вращается вместе с ним. Поэтому, как бы точно ни была изготовлена делительная головка, центр передней бабки после непродолжительной ее эксплуатации получает биение, что неизбежно сказывается на точности обрабатываемого изделия.
Новатором К. С. Харченко разработана, изготовлена и внедрена синусная делительная головка с невращающимся центром передней бабки (рис. 118). Головка состоит из чугунной плиты 1 (60x100x30 мм) с тщательно отшабренными плоскостями и гранями, на которой смонтирована передняя бабка. Корпус 2 передней бабки выполнен в виде жесткого угольника, в котором установлен шпиндель 6, жестко закрепленный гайками 12. Ось шпинделя строго параллельна основанию корпуса передней бабки. На шпиндель 6 навернуты гайки 7, а в отверстие его вставлен центр 5.
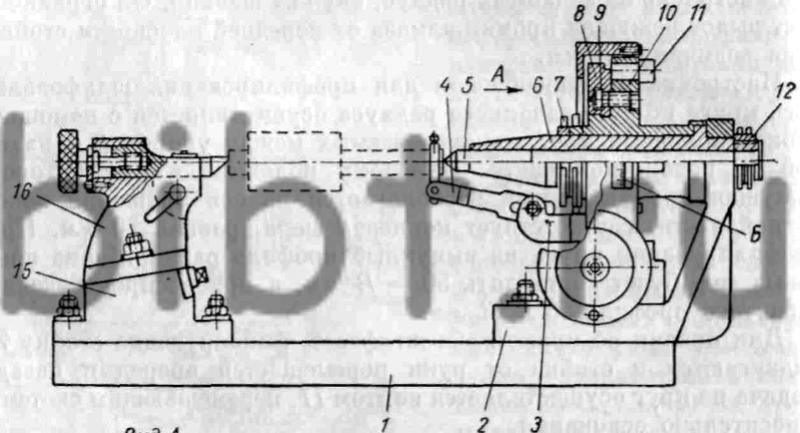
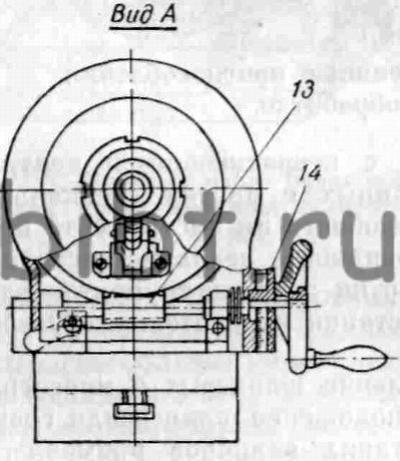
Рис. 118. Синусная делительная головка с невращающимся центром
На обработанной цилиндрической поверхности шпинделя находятся точно пригнанные синусный делительный диск 10 с червячной шестерней 8, вращающиеся плавно, без люфта и биения. Осевому перемещению их препятствуют гайки 7. Червячная шестерня 8 может быть повернута относительно делительного диска 10 и зафиксирована в нужном положении при помощи сухарей 9, входящих в кольцевой Т-образный паз. На червячной шестерне 8 закреплена вилка 3 с поводком 4 для зажима обрабатываемого изделия. По окружности делительного диска 10 нанесена шкала Б с ценой деления в 1°.
С червячной шестерней 8 сцепляется откидной червяк 13, на котором насажен лимб 14, имеющий 120 делений. Передаточное отношение червячной передачи рассчитано так, чтобы за один оборот червяка делительный диск поворачивался на 2°. Таким образом поворот червяка на одно деление соответствует повороту изделия на 1'. Градусные деления отсчитываются по круговой шкале Б делительного диска 10, а минуты — по лимбу 14 червяка. Лимб червяка может быть откреплен и после соответствующей установки снова закреплен в новом положении. Такая конструкция удобна в тех случаях, когда необходимо вести отсчет от нулевой отметки.
Несмотря на то, что номинальный отсчет величины угловых поворотов с помощью червячной пары равен Г, деление с помощью этого устройства может и не обеспечить требуемого постоянства. Более надежные результаты дает использование для этих целей делительного диска.
На торцевой плоскости диска имеются четыре ролика 11, центры которых расположены точно по окружности диаметром 100 мм на взаимно перпендикулярных осях. Под роликами на верхней плоскости корпуса 2 укреплена опорная планка, на которой устанавливаются блоки концевых мер при отсчете углов. При повороте делительного диска один ролик (принцип углового отсчета рассматривается применительно к двум роликам, расположенным на одной прямой) поднимается, а другой опускается на ту же величину. Эта величина определяется из соотношения b = 50 sin α.
Поворот на заданный угол α осуществляется установкой блока мер либо под соответствующий ролик — с = 50 (1 + sin α), либо под диаметрально противоположный ему ролик — с1 = 50 (1 — sin α). Сумма размеров двух блоков всегда должна составлять 100 мм.
Обычно процесс деления производится при отключенном червяке путем фиксирования положения изделия двумя блоками, помещаемыми под соответствующие ролики.
Конструкция задней бабки обеспечивает регулирование высоты заднего центра, которая необходима для уравнивания центров по высоте. Для этого корпус задней бабки выполнен из двух частей: основания 15 и верхней части 16. При перемещении верхней части 16 по наклонной плоскости основания 15 достигается изменение высоты расположения заднего центра.
Синусная делительная головка проста в изготовлении и при тщательном выполнении может обеспечить угловой отсчет с точностью 15".