
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Универсальное приспособление для шлифования деталей, имеющих овальное поперечное сечение.
При изготовлении пуансонов, имеющих овальное поперечное сечение, большую сложность представляет их шлифование на плоскошлифовальном станке. Приходится изготовлять специальные профилирующие ролики (для профилирования абразивных кругов), шаблоны, контршаблоны, пользоваться всевозможными прокладками и т. п.
Все это очень трудоемко и к тому же часто не обеспечивает необходимой точности. Доводку пуансонов приходится делать слесарю вручную, что в значительной мере ведет к удорожанию стоимости штампов.
Новатором Ж. Г. Стериным изготовлено и внедрено приспособление, которое полностью механизирует ручной труд слесаря (рис. 120). Приспособление состоит из направляющей 1, по пазу которой вдоль оси свободно перемещаются две стойки 9. По стойкам вверх и вниз передвигаются два ползуна 2 с зажимным устройством, состоящим из шайб 6 и гаек 7, для закрепления их на нужной высоте. В каждой стойке в верхней части просверлено по два отверстия для установки центров 5. Закрепление центров в стойках производится зажимным устройством, состоящим из двух планок 4 и винтов 3. Все детали приспособления термически обработаны. Направляющая, стойки и валики, а также центры притерты к своим местам без зазоров.
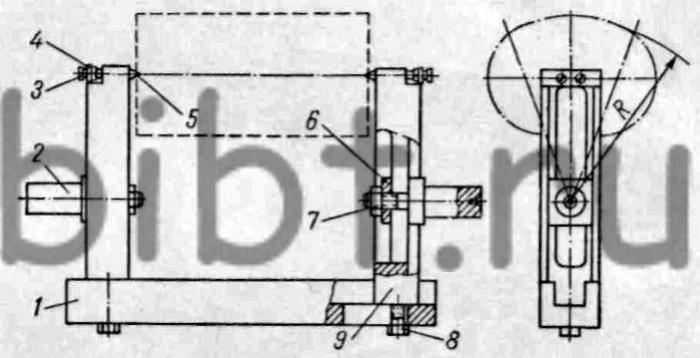
Рис. 120. Приспособление для шлифования деталей, имеющих овальное поперечное сечение
Обрабатываемые на данном приспособлении детали должны иметь технологические центровые отверстия, положение которых на детали определяется размещением на стойках центров 5.
Деталь устанавливается на технологические центровые отверстия и крепится при помощи передвижной стойки болтом 8. Окончательное закрепление обрабатываемой детали производится за счет осевого перемещения (поджима) центров 5. Необходимый радиус обработки на детали контролируется на приспособлении по концевым мерам. После этого приспособление устанавливается в постоянные центры на плоскошлифовальном станке, где и производится шлифование профиля при повороте изделия вокруг центра. Размеры обрабатываемых деталей могут быть различными, так как приспособления можно изготовлять разных габаритов в зависимости от нужд данного производства.