
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Приспособление к оптическим профилешлифовальным станкам для шлифования пуансонов.
Приспособление новатора П. Л. Рютина предназначено для шлифования профилей изделии типа пуансонов и других подобных деталей. Оно представляет собой вертикальные центры с делительным механизмом и набором цанг (рис. 121).
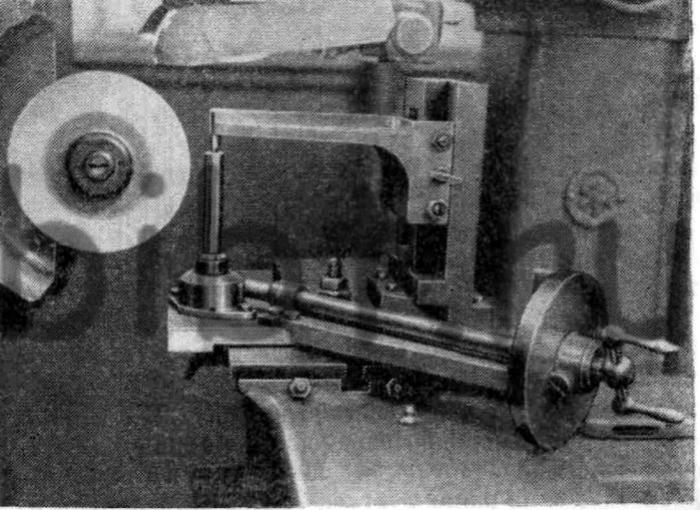
Рис. 121. Приспособление для шлифования пуансонов
Приспособление устанавливается на рабочий стол станка с пантографным измерительным устройством. Для возможности фокусирования верхней плоскости обрабатываемой детали кронштейн станка вместе с микроскопом и пантографом приподнят на 30 мм, что дает возможность устанавливать на центры и шлифовать детали общей высотой до 80 мм.
Шлифуемая деталь своими технологическими отверстиями насаживается на оправку и зажимается в центрах приспособления. В некоторых случаях на детали оставляются временные центры, которые срезаются после обработки профиля. Наконец, в отдельных случаях, предусматривается закрепление детали в цанге, куда вставляется технологическая прибыль в виде цилиндрического хвостовика.
Если значительную часть профиля составляет дуговой участок, то ось технологического отверстия или положение временного центра выгодно располагать в центре радиуса дугового участка. В таком случае этот элемент профиля может быть обработан без увеличенного чертежа при поворачивании изделия, с контролем величины радиуса дугового участка с помощью оптической измерительной системы. При этом за начало отсчета принимается положение оси вращения поворотной части приспособления. Отсчет величины радиуса размером менее 10 мм может производиться за счет перемещения иглы пантографа по планшету с наблюдением кромки профиля через микроскоп. Радиус шлифуемого изделия при этом будет равен 1/50 величины перемещения иглы пантографа.
Например, если игла пантографа переместилась на 436 мм от начальной точки отсчета и перекрестие микроскопа совпало с кромкой изделия, то радиус дугового участка равен 436/50 = 8,72 мм.
При обработке по этому методу участков с радиусом, большим чем 10 мм, определение величины его производится при неподвижном микроскопе за счет точного перемещения поперечного столика на необходимую величину по концевым мерам и индикаторному устройству.
Во всех остальных случаях шлифование производится обычным способом с контролем профиля по увеличенному чертежу с помощью микроскопа и пантографа. Обработка ведется последовательно по участкам с поворачиванием детали на заранее выбранный угол. В соответствии с этим выполняется и увеличенный чертеж. Достоинство этого способа заключается в том, что замкнутый профиль пуансона может быть обработан с одного установа без перезакрепления детали.
При необходимости обработки изделий с длиной профильной части более 45 мм деталь после полной обработки одного конца переворачивается в центрах на 180° и производится шлифование другого, еще не обработанного конца. Для совмещения профилей нужно предусмотреть надежные базы для выверки начального положения.