
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Координатный столик к станку СИП.
Для обработки второго участка изделие поворачивается так, чтобы его прямолинейная боковая сторона расположилась в направлении движения стола станка, и в этом положении в планке растачивается отверстие произвольного диаметра по координатам, заданным для центра второго радиуса фигуры.
Затем планка вместе с изделием перемещается так, чтобы центр вновь расточенного отверстия совместился с осью вращения поворотного стола, и закрепляется в этом положении. Выверка осуществляется индикатором, закрепленным в шпинделе станка. В этом положении ведется фрезерование второго дугового участка.
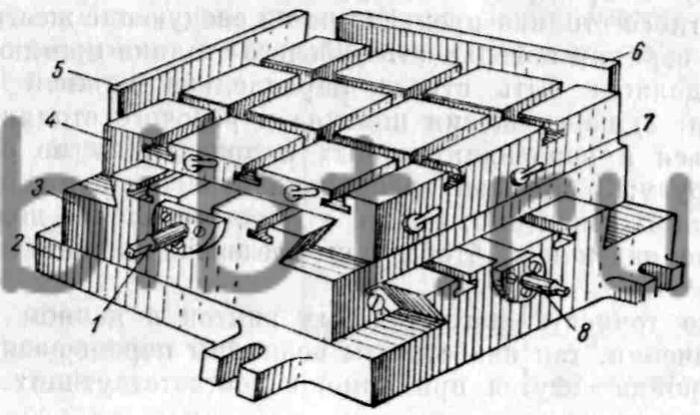
Рис. 127. Координатный столик к станку СИП
В связи с необходимостью закрепления изделия на дополнительной планке, растачивания вспомогательного отверстия и вторичной выверки обработка такого профиля составляла около 2 ч.
Значительно более широкие возможности точного профильного фрезерования на координатно-расточных станках дает применение дополнительного устройства, устанавливаемого на поворотном столе, так называемого координатного стола (рис. 127).
Стол, применяемый в центрально-инструментальном цехе Кировского завода, изготовлен по схеме, предложенной токарем-расточником этого цеха Е. А. Белецким.
Стол состоит из основания 2, ползуна 3 и рабочего столика 4. Ползун 3 вместе с рабочим столиком 4 может передвигаться по направляющим основания, выполненным в виде ласточкина хвоста, с помощью ходового винта 8 с рукояткой. Рабочий столик 4 может перемещаться по направляющим ползуна в строго перпендикулярном направлении с помощью ходового винта 1. Ползун и рабочий столик надежно закрепляются в нужном положении стопорным устройством с помощью рукояток 7. При повороте рукояток 7 нижняя опорная плоскость стола 4 притягивается к смежной с ним поверхности ползуна 3, что препятствует смещению изделия при зажиме.
К двум смежным ребрам рабочего столика на винтах прикреплены две выверочные планки 5 и 6. Положение этих планок строго соответствует направлениям перемещений ползуна и рабочего столика. Величина перемещения рабочего столика составляет 200 мм в обоих направлениях.
Координатный столик устанавливается на круглый поворотный стол и закрепляется на нем четырьмя болтами, входящими в проушины.
Наряду с простотой конструкции к качеству изготовления координатного столика предъявляются следующие жесткие требования:
1) верхняя поверхность рабочего столика при любых положениях должна быть строго параллельна нижней плоскости основания;
2) перемещения ползуна и рабочего столика должны совершаться в перпендикулярных направлениях по отношению друг к другу;
3) при закреплении ползуна и столика не должно быть никаких смещений; вместе с тем закрепление должно быть достаточно надежным, чтобы при фрезеровании деталь не сдвигалась.
Однако точность шага ходовых винтов в данном случае не имеет значения, так как отсчеты величины перемещений изделия при настройке ведутся при помощи соответствующих устройств самого станка.
Назначение координатного столика — перемещение изделия с целью совмещения центра обрабатываемого дугового участка профиля с осью вращения поворотного стола. Поскольку эти перемещения совершаются без перезакрепления самого изделия, помещенного на рабочем столике, координатный столик позволяет обрабатывать с одной установки профили самого сложного начертания.