
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3. ПОВЕРХНОСТНАЯ ЗАКАЛКА ДЕТАЛЕЙ С НАГРЕВОМ ТВЧ.
При поверхностной закалке высокую твердость и прочность приобретает лишь небольшой, толщиной несколько миллиметров, поверхностный слой детали. Почему же такая закалка во многих случаях оказывается не менее, а иногда даже и более эффективной чем сквозная закалка по всему объему? Это объясняется двумя причинами. Во-первых, в условиях работы в подавляющем большинстве случаев максимальные напряжения возникают на поверхности деталей, поэтому, повышая твердость и прочность поверхности, мы тем самым повышаем и работоспособность всей детали в целом. Во-вторых, применение поверхностной закалки значительно снижает хрупкость детали, особенно, если она имеет сложную форму, поскольку наряду с прочной, твердой поверхностью сохраняется сравнительно вязкая, пластичная сердцевина детали, чего нельзя достичь при сквозной закалке. С помощью токов высокой частоты (ТВЧ) можно провести нагрев поверхностного слоя детали на глубину в несколько миллиметров. Как и почему нагревается поверхностный слой?
Представим себе проводник электрического тока, например в виде медной трубки, свернутой в незамкнутое кольцо. Внутрь такого кольца вставили металлический стержень так, чтобы он не касался трубки. Если теперь концы трубки включить в цепь переменного тока высокой частоты, то появится переменное электромагнитное поле такой же частоты. Силовые линии поля будут пронизывать стержень, благодаря чему в нем возникнет переменный ток высокой частоты (рис. 51). Это так называемые вихревые токи Фуко. Такой способ наведения переменного тока в проводнике без непосредственного включения его в электрическую цепь называется электромагнитной индукцией, а медная трубка, которая используется для нагрева, — индуктором. Индукция в переводе с английского значит наведение.
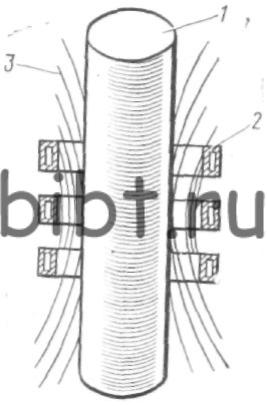
Рис. 51. Нагрев ТВЧ:
1 — деталь; 2 — индуктор; 3 — силовые линии электромагнитного поля
Особенностью тока высокой частоты является то, что он проходит не по всему сечению проводника, а только у его поверхности. При этом, чем выше частота тока, тем меньше глубина его проникновения в поверхность. Прохождение тока по проводнику, как известно, сопровождается выделением теплоты. Роль такого проводника выполняет нагреваемая деталь. Поскольку ток проходит только по ее поверхности, то и нагревается не вся деталь, а лишь ее поверхность. Продолжительность нагрева поверхности до закалочной температуры очень небольшая, обычно 1—10 с. Во избежание нагрева индуктора внутри его циркулирует проточная вода.
Если нагретую до закалочной температуры поверхность детали быстро охладить, например, с помощью водяного душа, то произойдет поверхностная закалка. Таким образом, закалка ТВЧ, или, как ее иногда называют, индукционная закалка, это по существу поверхностная закалка, отличающаяся лишь способом нагрева деталей.
Для получения переменного тока высокой частоты применяют специальные устройства — генераторы. Они бывают машинные и ламповые. Для закалки деталей на небольшую глубину (1—2 мм) удобнее использовать ламповые генераторы. Они имеют частоту до 10 млн. Гц при мощности до 250 кВт. Для закалки на большую глубину (до 10 мм и более) используют машинные генераторы частотой до 10 тыс. Гц и мощностью до 1000 кВт.
Основной отличительной особенностью установки с ламповым генератором является то, что в ней преобразование тока промышленной частоты в ток высокой частоты осуществляется с помощью электронной лампы. Важным достоинством таких генераторов является то, что они не имеют вращающихся и трущихся частей, бесшумны в работе и не требуют специальных фундаментов.