
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 41. КОНТРОЛЬ ТОЧНОСТИ УСТАНОВКИ СТЕРЖНЕЙ В ФОРМУ. Проверка правильности установки стержней по высоте от рабочей поверхности формы.
Точность геометрических форм и размеров отливок, допустимые отклонения от номинальных размеров, величины припусков на механическую обработку для чугунных и стальных отливок регламентируются ГОСТ 1855-55 и 2009-55.
Как указывалось выше (см. § 36), в зависимости от точности отливки подразделяются на три класса точности. Наиболее точными изготовляются отливки по первому классу. На точность отливок оказывает влияние ряд факторов. Даже в условиях одного и того же технологического процесса точность отливок и отдельных ее частей получается различной.
Так, отливки, выполненные в одной полуформе или одном стержне, будут иметь большую точность, чем литые детали, образованные полуформой и стержнем. Это объясняется тем, что на точность отливки, полученной в одной полуформе, оказывает влияние точность модели, в других же случаях к отклонениям от номинальных размеров, вызванных неточностью изготовления модельного комплекта, прибавляются погрешности изготовления форм, стержней и сборки, т. е. изменение размеров стержней от расталкивания, коробления при сушке, неточность установки стержней и спаривания полуформ из-за наличия зазоров в знаковых частях, штырях и др.
Чтобы получить отливки с минимальными припусками на механическую обработку и с отклонениями по размерам в пределах ГОСТа, необходимо строга соблюдать технологический процесс их изготовления, периодически проверять и контролировать точность установки и закрепления стержней. Точность установки и закрепления стержней проверяют с помощью масштабных линеек, специальных шаблонов и кондукторов. Сборка несложных форм с небольшим числом стержней, устанавливаемых независимо друг от друга, требует контроля установки самих стержней в знаковой части. При сборке более сложных форм, особенно с многоярусной установкой стержней, точность установки контролируют от базовой поверхности формы, т. е. контролируют правильность установки каждого стержня относительно одной и той же базовой поверхности согласно размерам по чертежу, а не относительно каких-либо других стержней или деталей полуформ. Это необходимо для того, чтобы неточности установки стержней, вызванные наличием зазоров в знаковых частях, не складывались, образуя суммарную неточность относительно основной базовой поверхности.
Суммарные ошибки при сборке могут быть настолько велики, несмотря на небольшие неточности установки каждого в отдельности стержня, что в одном из мест отливки может не остаться припуска на механическую обработку в соответствии с фактическим размером от базовой поверхности. Такую отливку в механическом цехе забракуют. Рассмотрим основные способы контроля точности установки стержней в форме по высоте, относительно ее нижних поверхностей или поверхности разъема, и в горизонтальном направлении относительно боковых поверхностей.
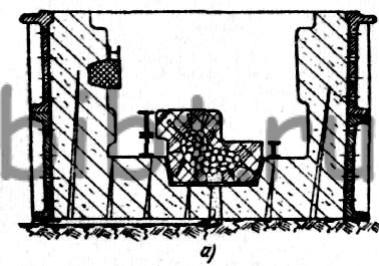
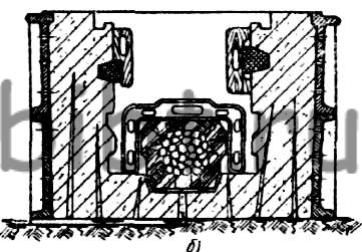
Рис. 72. Проверка правильности установки стержней по высоте от рабочей поверхности формы:
а - при помощи жеребеек, б - шаблонами
В полуформах контроль точности установки по высоте мелких и частично средних стержней небольшой высоты и несложной конфигурации можно производить с помощью жеребейки (рис. 72, а). Для этого необходимо стандартную высоту жеребеек (или нескольких жеребеек) сравнить с высотой контролируемого стержня. Оценку точности производят либо визуально, либо с помощью масштабных линеек. При правильной установке стержня его верхняя поверхность должна совпасть с поверхностью пластины жеребейки. Контроль установки стержней жеребейками производят в условиях единичного и мелкосерийного производства. Наибольшее распространение в условиях серийного производства получил способ контроля установки стержней с помощью шаблонов (рис. 72, б).
Деревянные или металлические шаблоны изготовляют в виде скобы и реже Г-образной формы. Контроль установки стержней по высоте, расположенных на вертикальных знаках в нижней части полуформы или на ее боковых поверхностях, осуществляется следующим образом: шаблон накладывается опорными поверхностями на стержень и базовую поверхность формы (поверхность, от которой производится контроль); если шаблон изготовлен в виде скобы, его ширину для свободного охвата стержня делают на 5-10 мм больше ширины стержня. Совпадение опорных поверхностей шаблона со стержнем и полуформой подтверждает, что стержень установлен правильно. Если между стержнем и опорной поверхностью шаблона образуется зазор, величина его указывает, на сколько стержень установлен ниже требуемого размера. И, наоборот, если зазор образуется между контрольной поверхностью полуформы и опорной поверхностью шаблона, величина зазора указывает, на сколько выше установлен стержень от заданного чертежом размера. И в первом и во втором случаях необходимо произвести соответствующие исправления, подложить глину под знак стержня или уменьшить его высоту и правильно установить стержни.