
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Заточка и закалка зубила и крейцмейселя.
При выполнении операции рубки зубило должно быть хорошо заточено. Затупившееся зубило не рубит, а мнет металл, ухудшает качество обрубаемой поверхности и, кроме того, требует затраты значительно больших усилий на рубку, чем острое.
Заточка зубил и крейцмейселей производится обычным шлифовальным кругом на заточных станках (рис. 85).
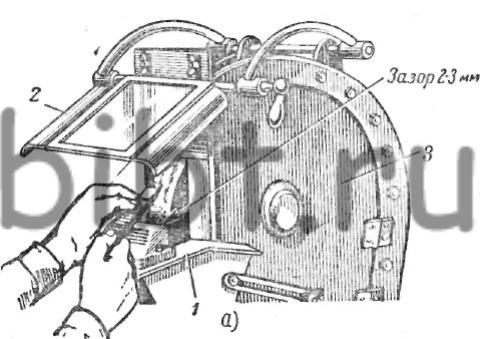
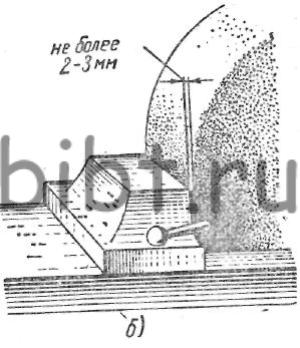
Рис. 85. Приемы заточки зубила:
а - правильная заточка, б - зазор между подручником и кругом
При заточке зубила или крейцмейселя подручник 1 должен быть правильно установлен во избежание несчастных случаев. Зубило или крейцмейсель с легким нажимом медленно передвигают по всей ширине круга. При этом следует избегать сильных нажимов на зубило, так как это приведет к короблению, нагреву и отпуску, в результате чего лезвие потеряет твердость.
Заточку лучше всего вести с охлаждением водой, в которую добавлено 5% соды, или же на мокром точиле. При этом надо следить, чтобы нагрев зубила не превышал 110°; нагрев выше этой температуры дает отпуск и уменьшает его твердость, а следовательно и стойкость в работе. Зубило в процессе заточки необходимо время от времени поворачивать то одной, то другой стороной, что обеспечивает более точную заточку. Режущие кромки зубила после заточки должны иметь одинаковые ширину и наклон к оси зубила. Величина угла заточки зубил проверяется по шаблону, представляющему собой пластинку с угловыми вырезами 70, 60, 45 и 35°. Допускается небольшая выпуклость (на 0,5-1 мм) режущего лезвия, что при обработке широких поверхностей облегчает процесс рубки. При заточке необходимо закрывать защитный экранчик 2 установки и предохранительный кожух 3.
Закалка зубил и крейцмейселей, изготовленных из стали У7А, производится при нагреве до 780-800° с охлаждением в воде или масле; отпуск - при температуре 160-180°.