
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сборка, заливка литейных форм и выбивка отливок.
Сборка форм - одна из ответственных завершающих операций, особенно при изготовлении сложных и крупных отливок. Она состоит из установки и крепления стержней; проверки точности установки стержней; проверки размеров полостей формы, определяющих толщину стенок отливки; удаления из формы сора, пыли; наложения верхней полуформы на нижнюю и скрепления их между собой; установки литниковых и выпорных чаш.
В зависимости от типа производства, размеров отливки, сборку форм осуществляют на конвейерах, сборочных стендах или плацу (специально отведенная площадка в литейном цехе). Перемещение и установка тяжелых стержней и наложение тяжелых полуформ механизированы.
Заливка форм (см. рис. 7, б) производится различными ручными (рис. 10, а) и крановыми ковшами (рис. 10, б, в, г). Залитые литейные формы определенное время выдерживаются для затвердевания расплава и охлаждения отливки.
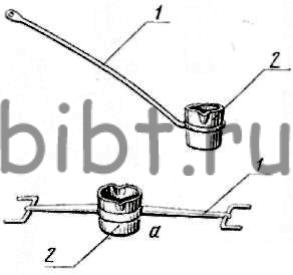
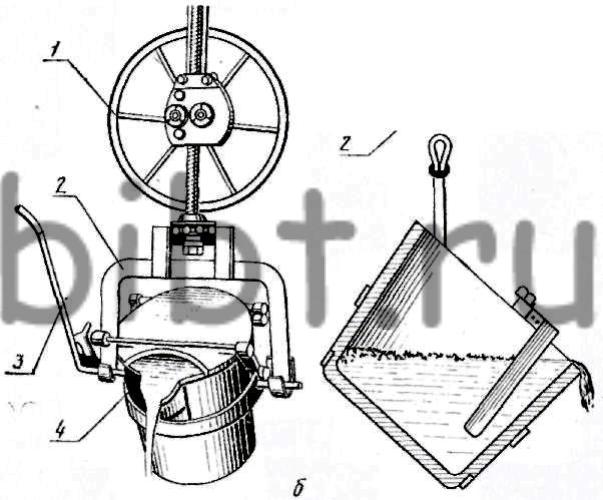
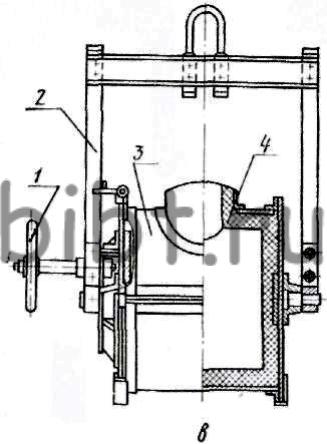
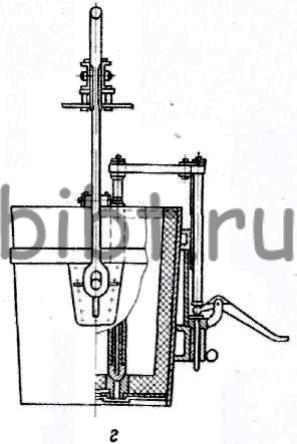
Рис. 10. Разливочные ковши:
а - ручной: 1 - рукоятка, 2 - ковш; б - чайниковый: 1 - штурвал для перемещения ковша, 2 - рама, 3 - рукоятка для поворота ковша, 4 - ковш; в - барабанный: 1 - штурвал для поворота ковша, 2 - рама, 3 - ковш, 4 - футеровка; г - стопорный
Продолжительность охлаждения отливок устанавливается техническими условиями и зависит от массы, толщины стенок, конфигурации отливок, свойства металлов и других факторов.
Выбивка отливок - это извлечение готовых отливок, сопровождающееся разрушением форм на специальном оборудовании; мелкие и средние отливки извлекают на выбивных решетках, крупные отливки на инерционно-ударных решетках.
После выбивки пустые опоки поступают обратно в формовочное отделение. Выбитая из форм горелая формовочная смесь охлаждается, просеивается и идет на приготовление формовочных смесей, а отливки транспортируются к месту обрубки и очистки.
Очистку мелких отливок производят в галтовочных и дробеметных барабанах, очистку крупных отливок - в гидравлических и дробементных камерах. После очистки отливок от пригоревшей и приставшей смеси обрубают остатки литниковых систем, заливы металла, заусенцы. Для этого применяют пневматические инструменты, молотки, кувалды. Окончательную зачистку поверхностей отливок осуществляют шлифовальными кругами. После очистки, обрубки и зачистки отливки подвергаются термообработке, грунтовке и окраске. Готовые отливки контролируют и затем сдают на склад готовой продукции.