
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 16. Установка пресс-форм на литейные машины. Сопрягаемые размеры машины для литья под давлением с пресс-формой.
Перед установкой пресс-формы на литейную машину необходимо изучить чертежи и взаимодействие ее частей, характер крепления пресс-формы на машине, систему выталкивания отливок, а также проверить легкость перемещения подвижных частей пресс-формы вручную. Необходимо также проверить размеры гнезда под выступающую часть мундштука камеры прессования и убедиться в исправности машины и специальных подвижных подвесок, имеющихся на некоторых машинах.
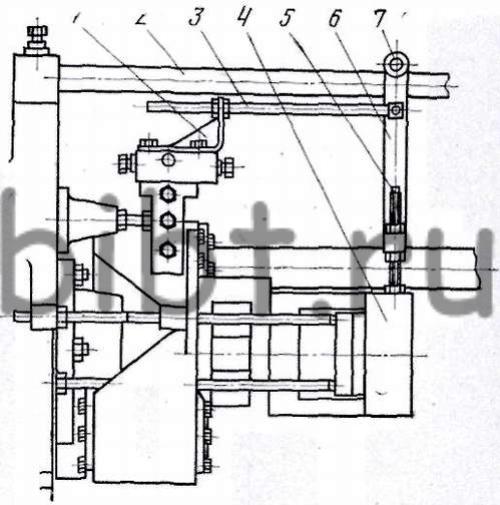
Рис. 27. Подвижная подвеска пресс-формы
Специальные подвижные
подвески пресс-форм (рис. 27) установлены на верхней штанге 2 машины.
Над штангой 2 между двумя планками 6 на ось насажен ролик 7 с
желобом. Планки 6 поперечными связями жестко соединены между собой и
двумя шпильками 5 скреплены с подвижной частью пресс-формы 4. Между
планками 6 закреплен толкатель 3, опирающийся кронштейном 1 на
верхнюю часть формодержателя. Подвижная подвеска устраняет провисание
подвижной части пресс-формы, прикрепленной к формодержателю. Кроме
того, подвеска в значительной степени уменьшает износ направляющих и
скользящих по ним втулок.
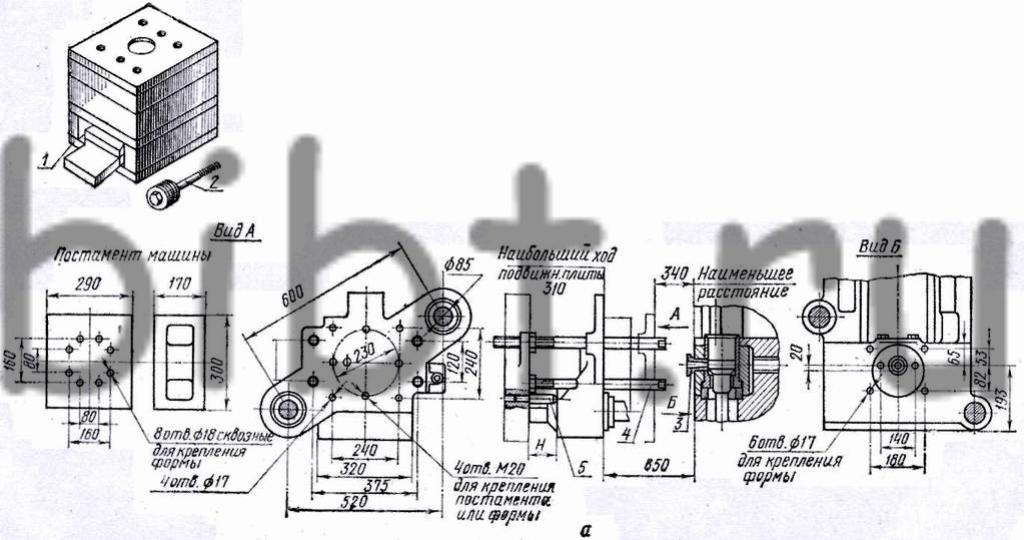
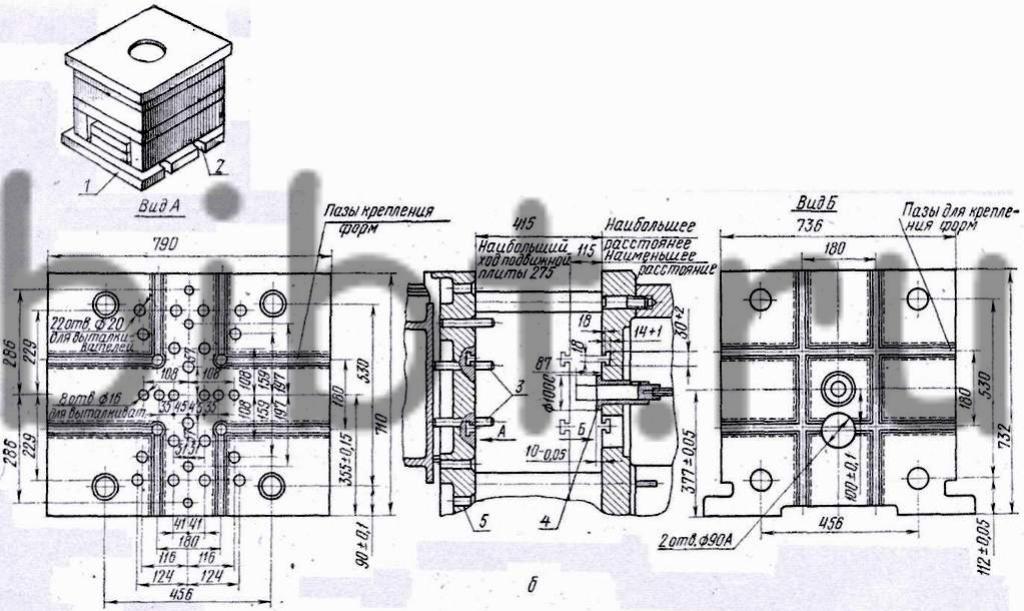
Рис. 28. Установка пресс-форм на машинах:
а - машина 511: 1 - пресс-форма, 2 - крепежный болт, 3 - мундштук машины, 4 - выталкиватели, 5 - упоры; б - машина 515М: 1 - форма, 2 - паз для крепления, 3 -выталкиватели, 4 - мундштук машины, 5 - подвижный стол машины
Пресс-форму с помощью грузозахватного приспособления устанавливают неподвижной частью на выступающий буртик мундштука машины и крепят к машине болтами (рис. 28, а, б), не затягивая их до конца, чтобы пресс-форма имела некоторую свободу.
После этого медленно подводят к пресс-форме подвижный стол машины и крепят к нему подвижную часть пресс-формы. Затем затягивают болты обеих частей пресс-формы, снимают поддерживающие пресс-форму тросы грузозахватного приспособления и регулируют системы выталкивания отливки, скорость закрытия пресс-формы и другие устройства. При этом проверяют зазор между плоскостями разъема пресс-формы по всем четырем углам, добиваясь, чтобы они были одинаковыми. Это необходимо для обеспечения параллельности и соосности установки половин пресс-формы. Перекос между подвижной и неподвижной половинами пресс-формы допускается не более 0,05 мм на длине 100 мм.
После закрепления пресс-формы на машине проверяют плавность перемещения подвижных частей (подвижной части пресс-формы при заходе на направляющие колонки, толкателей боковых стержней и др.), медленно раскрывая и закрывая пресс-форму.
До начала работы делают несколько холостых рабочих циклов для проверки срабатывания машины.
Сопряжение пресс-форм с горизонтальной и вертикальной камерой прессования производится с помощью отверстия в плите, в которое своим выступающим буртиком входит стакан камеры прессования или мундштук. Размеры сопрягаемых деталей приведены в табл. 5.
5. Сопрягаемые размеры машины с пресс-формой
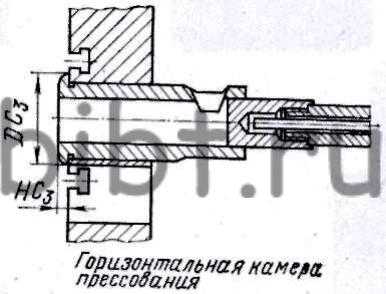
| Сопрягаемые размеры, мм | Модель машины | |||||
| 511 | П-900 | П-2255, CLPO 250/36 | 515, 515М, 51Б5 | CLO 200/22 | Бюлер H-250D, H-400-D | |
| D | 45 | 55 | 84 | 100 | 110 | 135 |
| H | 10 | 15 | 20 | 10 | 12 | 15 |
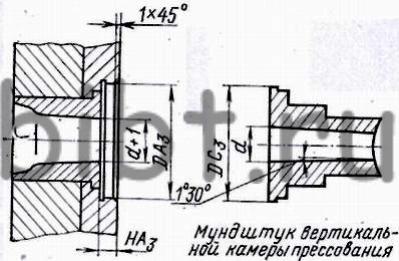
Выбор мундштука зависит от количества и массы заливаемого расплава. Отверстие в литниковой втулке пресс-формы должно быть на 1 мм больше, чем диаметр отверстия в мундштуке.
Мундштук изготовляют с таким расчетом, чтобы при температурном расширении (нагреве) его диаметр не превышал диаметр отверстия наполнительного стакана. Головку мундштука также пригоняют по размерам пресс-формы так, чтобы не сдавливалась наполнительная камера и расплав не заливался между головкой мундштука и пресс-формой.
На машинах с горизонтальной камерой пресс-формы непосредственно сопряжены с камерой прессования, которая своим выступом входит в отверстие плиты пресс-формы. Литниковая втулка пресс-формы в сборе с камерой прессования является ее продолжением.