
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Стержни пресс-форм. Неподвижные подвижные стержни пресс-форм.
Стержнями оформляют все внутренние контуры отливки (полости, подрезы, отверстия), которые невозможно получить с помощью вкладышей или вставок. От тугоплавкости сплава, его литейных свойств и конфигурации отливки зависят размеры отверстия (высота и диаметр), которые можно оформить стержнями. Используют неподвижные и подвижные стержни.
Неподвижные стержни устанавливают в пресс-формах перпендикулярно плоскости разъема, чтобы не препятствовать удалению отливки. Для облегчения удаления отливки на стержнях делают литейные конусы. Конус на стержнях, установленных в неподвижной части пресс-формы, делают больше, чтобы отливка при раскрытии пресс-формы осталась на подвижной части.
Наиболее распространены неподвижные стержни с буртиком, опирающиеся на подкладную плиту 1 (рис. 42, а). Высота буртика n посадочной части стержня задается в зависимости от диаметра оформляющей его части. При отсутствии подкладной плиты для крепления стержней применяют планку 3 с винтами (рис. 42, б) или прижимную гайку 4 (рис. 42, в).
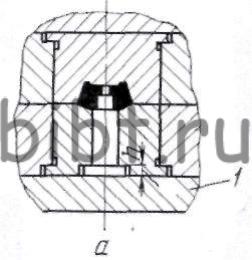
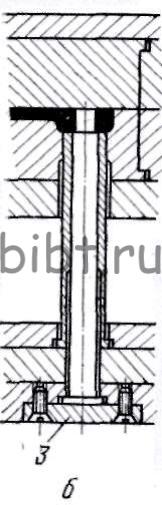
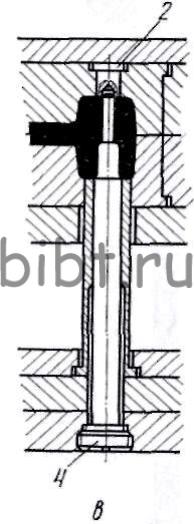
Рис. 42. Неподвижные стержни пресс-форм
Для обеспечения устойчивости применяют установку стержней в замок 2. Установленный в замок стержень имеет дополнительную опору, благодаря которой значительно повышается точность его расположения.
Подвижными стержнями оформляются все полости и отверстия в отливке, расположенные не перпендикулярно плоскости разъема, а параллельно или под углом к ней (см. рис. 29). Подвижные стержни с помощью различных устройств извлекают из отливки сразу же после раскрытия пресс-формы или во время раскрытия и до раскрытия. Требования к рабочей части этих стержней такие же, как и к рабочей части неподвижных стержней.
Чтобы обеспечить плавное возвратно-поступательное движение подвижных стержней в пресс-форме, предусматривают увеличенную длину направляющей части. Это дает возможность избегать перекосов, подливов расплава и подтеков . смазки, мешающих движению стержня.
Посадочные места подвижных стержней с целью предохранить их от грязи и обеспечить плавный ход выполняют для алюминиевых и цинковых сплавов по широкоходовой посадке 2-го класса точности, для медных сплавов — по теплоходовой посадке 2-го класса точности. Шероховатость поверхности посадочных размеров выполняют по 7-му классу, а шероховатость поверхности оформляющих частей — по 9— 10-му классам.