
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3.5. Остановка и крепление обрабатываемой детали. Методы установки и крепления обрабатываемой детали при круглом шлифовании.
В табл. 3.4 приводятся основные методы установки и крепления обрабатываемых деталей на круглошлифовальных станках.
Таблица 3.4. Методы установки и крепления обрабатываемой детали при круглом шлифовании
| Метод крепления | Характеристика и применение |
В
центрах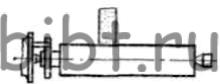 |
Расположение и форма центровых гнезд в детали влияют на результаты шлифования. При шлифовании торцов с обеих сторон детали привод вращения может быть осуществлен через центры |
В
патроне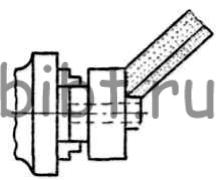 |
Детали, которые не могут быть обработаны в центрах (преимущественно короткие или имеющие отверстия), закрепляются в трех-, четырехкулачковом или мембранном патроне с наружным или внутренним зажимом. Имеется доступ для обработки торца или отверстия. При небольших партиях применяют ручной зажим, в массовом производстве - механический, чаше пневматический зажим |
В
патроне с дополнительной опорой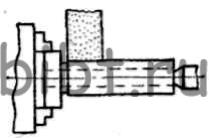 |
Дополнительные опоры для обработки длинных и тонких деталей включают заднюю бабку с центром или трехопорный люнет для освобождения второго конца детали с целью обработки торца или шлифования отверстия |
| Метод крепления | Характеристика и применение |
В
цанге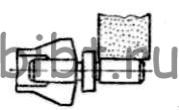 |
Быстродействие, хорошее центрирование. Надежное использование цангового зажима может быть при условии, если колебание размера зажимаемой поверхности детали не будет превышать установленный допуск разжима цанги. Возможны типы цанг с установкой по наружному или внутреннему диаметру с ручным и механическим зажимом |
В
приспособлении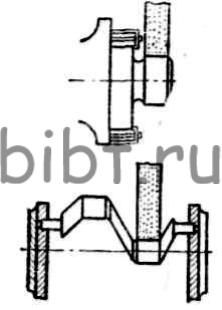 |
Для деталей необычной конфигурации или когда ось шлифуемой поверхности не совпадает с осью детали необходимо приспособление, обеспечивающее правильную установку и крепление (например, шлифование шатунных шеек коленчатого вала) |
| Метод крепления | Характеристика и применение |
На оправках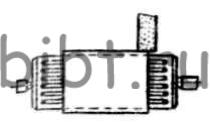 |
Цилиндрические детали со сквозным отверстием могут шлифоваться на оправке, зажатой в центрах. Обеспечивается хорошая концентричность наружного диаметра к отверстию. Оправки могут быть цилиндрические с зажимом по торцу, с небольшим конусом или разжимного типа |
На
жестких опорах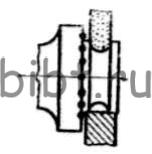 |
Используют для коротких деталей типа колец, где важно обеспечить концентричность шлифуемой поверхности к опорной - целесообразно применять обработку на жестких опорах (башмаках) с приводом вращения детали от магнитного патрона, закрепленного на передней бабке станка. Этот метод обеспечивает минимальные погрешности и деформации при установке и креплении |