
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
4.2. Бесцентровое шлифование на проход. Число операций в зависимости от исходной и требуемой точности формы обрабатываемой поверхности при бесцентровом шлифовании на проход. Характеристика наладок бесцентрового шлифования и бесцентровой доводки.
Обрабатываемая деталь при входе в зону шлифования самоустанавливается между кругами и перемещается силой продольной подачи, при этом шлифовальный круг врезается в деталь на величину снимаемого припуска. На этом участке врезания режущая кромка круга интенсивно изнашивается, образуя заборную часть длиной А (см. рис. 4.2), которая непрерывно растет и изменяет условия резания. Поэтому на долю участка Б круга приходится снятие остаточного припуска, выравнивание разброса диаметрального размера и исправление погрешности формы. На участке В выхаживания, вследствие обратного конуса на образующей шлифовального круга, по мере перемещения детали к выходу глубина резания непрерывно уменьшается, способствуя снижению параметров шероховатости и повышению геометрической точности детали.
При бесцентровом шлифовании на проход можно надежно обеспечивать обработку по 5-му квалитету с получением точности геометрической формы в пределах 2,5 мкм и параметра шероховатости поверхности Rа=0,1-:-0,3 мкм.
Число операций зависит от припуска на шлифование, определяемого величиной исходных погрешностей, требованиями точности и шероховатости поверхности. На операциях шлифования с невысокими требованиями к точности (допуск 0,08-0,1 мм) и параметру шероховатости поверхности (Ra=2,5 мкм) наибольший снимаемый припуск за одну операцию составляет 0,25 мм на диаметр.
Рекомендации по выбору операций, характеристики кругов, а также достигаемая шероховатость поверхности приводятся в табл. 4.1 и 4.2. В условиях массового производства шероховатость поверхности выше, Ra = 0,2 мкм достигается бесцентровой доводкой (табл. 4.3) или суперфинишированием. Поэтому в ряде случаев целесообразно для уменьшения параметра шероховатости поверхности применять наладки, где вместо одного шлифовального круга высотой 150-200 мм устанавливают два круга высотой 75-100 мм разной характеристики (рис. 4.3). Первый круг (с более крупным абразивным зерном) служит для снятия припуска, второй круг (мелкозернистый) - для окончательного формирования геометрической точности и получения параметра шероховатости поверхности.
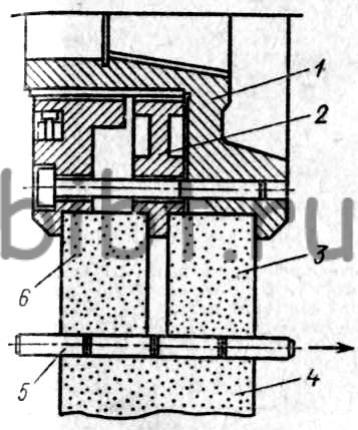
Рис. 4.3. Двухкруговая наладка с использованием кругов разной характеристики:
1-планшайба, 2 - промежуточное кольцо, 3 - шлифовальный круг (мелкозернистый), 4 - ведущий круг, 5 - детали, 6 - шлифовальный круг (крупнозернистый)
Таблица 4.1. Число операций в зависимости от исходной и требуемой точности формы обрабатываемой поверхности при бесцентровом шлифовании на проход
| Исходная точность формы, мм | Требуемая точность формы, мм | |||||||||||||
| 0,10-0,15 | 0,05-0,10 | 0,03-0,05 | 0,015-0,03 | 0,010-0,015 | 0,005-0,010 | 0,0025-0,005 | ||||||||
| Число операций | Обозначение операции | Число операций | Обозначение операции | Число операций | Обозначение операции | Число операций | Обозначение операции | Число операций | Обозначение операции | Число операций | Обозначение операции | Число операций | Обозначение операции | |
| Обработка стальных деталей | ||||||||||||||
| 0,15-0,3 | 1 | а | 2 | а, б | 3 | а, б, в | 4 | а, б, в, г | 5 | а, б,в, г, д | 6 | а, б, в,г, д, е | 7 | а, б, в, г, д, е, ж |
| 0,10-0,15 | - | - | 1 | б | 2 | б, в | 3 | б, в, г | 4 | б, в,г, д | 5 | б, в, г,д, е | 6 | б, в, г, д, е, ж |
| 0,05-0,10 | - | - | - | - | 1 | в | 2 | в, г | 3 | в, г, д | 4 | в, г, д, е | 5 | в, г, д, е, ж |
| 0,03-0,05 | - | - | - | - | - | - | 1 | г | 2 | г, д | 3 | г, д, е | 4 | г, д, е, ж |
| 0,015-0,03 | - | - | - | - | - | - | - | - | 1 | д | 2 | д, е | 3 | д, е, ж |
| 0,01 0,015 | - | - | - | - | - | - | - | - | - | - | 1 | е | 2 | е, ж |
| 0,005 0,01 | - | - | - | - | - | - | - | - | - | - | - | - | 1 | ж |
| Обработка чугунных деталей | ||||||||||||||
| 0,15-0,3 | - | - | 1 | а | 2 | а, б | 3 | а, б, в | - | - | 4 | а, б, в, г | 5 | а, б, в, г, д |
| 0,10-0,15 | - | - | - | - | 1 | б | 2 | б, в | - | - | 3 | б, в, г | 4 | б, в, г, д |
| 0,05-0,10 | - | - | - | - | - | - | 1 | в | - | - | 2 | в, г | 3 | в, г, д |
| 0,02-0,05 | - | - | - | - | - | - | - | - | - | - | 1 | г | 2 | г, д |
| 0,005 - 0,02 | - | - | - | - | - | - | - | - | - | - | - | - | 1 | д |
Таблица 4.2. Удвоенная глубина шлифования, характеристика круга и параметр шероховатости поверхности
| Обозначение операции | Глубина шлифования (удвоенная) | Характеристика круга | Параметр шероховатости поверхности Ra (классы), мкм | |||||||||||
| Сталь | Чугун | |||||||||||||
| Сталь | Чугун | Материал зерна | Зернистость | Твердость | Структура | Связка | Материал зерна | Зернистость | Твердость | Структура | Связка | Сталь | Чугун | |
| а | 0,20-0,35 | 0,2-0,35 | 50 40 |
СТ2 СТ1 |
50 40 |
СТ1 С2 |
5-2,5 (5-6) |
2,5-1,2 (6-7) |
||||||
| б | 0,15-0,2 | 0,15-0,2 | 40 | С2 СТ1 |
40 |
С1 |
2,5-1,2 (6-7) |
1,2 (7) | ||||||
| в | 0,10-0,15 | 0,10-0,15 | 25 | С1 С2 |
54С | 25 | СМ2 С1 |
1,2 (7) | 0,4 (8) | |||||
| г | 0,05-0,1 | 0,05-0,1 | 15А | 16 25 |
С1 С2 |
5 | К8 | 16 | СМ2 С1 |
5 | К | 1,2-0,4 (7-8) |
0,4-0,2 (8-9) |
|
| д | 0,03-0,05 | 0,015-0,03 | 12 16 |
С1 С2 |
63С | 12 | СМ2 С1 |
0,4 (8) | 0,2-0,1 (9-10) |
|||||
| е | 0,015-0,03 | - | 10 12 |
С1 С2 |
- | - | - | 0,4-0,2 (8-9) | - | |||||
| ж | 0,01-0,015 | - | 63С | 63 М28 |
С1 С2 |
- | Б1 ГФ |
- | - | - | 0,2-0,1 (9-10) | - | ||
Примечания:
1. Характеристика ведущего круга для всех случаев шлифования стальных и чугунных деталей - 15A16TB.
2. При шлифовании на автоматизированных линиях, где один рабочий обслуживает несколько станков ( без автоподналадчика), число операций может быть увеличено на одну-две; при осуществлении всех операций на одном станке число их можно уменьшить на одну по сравнению с табличными данными. В этих случаях рекомендуемую нормативами удвоенную глубину шлифования следует сохранить на последних одной-двух операциях, а на первых- соответственно изменить, оставив неизменным суммарный припуск.
3. Если технологический процесс предусматривает шлифование детали до и после термообработки, то при расчете числа операций для сырых деталей требуемой является точность, с которой деталь поступает на термообработку; для термообработанных деталей исходной является точность, с которой детали возвращаются из термообработки.
Таблица 4.3. Характеристика наладок бесцентрового шлифования и бесцентровой доводки
| Параметры наладки | Чистовое бесцентровое шлифование | Бесцентровая доводка |
Снимаемый припуск на диаметр, мм |
0,02 | 0,005-0,01 |
Расположение центра обрабатываемой детали |
Выше линии центров кругов на 12-14 мм | На линии центров кругов |
Опорный нож: |
||
материал опорной поверхности |
Быстрорежущая сталь или твердый сплав | Твердая резина или текстолит |
угол скоса, град |
25-30 | 0 |
Шлифовальный круг: |
||
характеристика |
15А12СТВ | 63СМ20СМ2Б |
угол наклона оси, град |
0 | 4 |
окружная скорость, м/с |
35 | 5 |
высота, мм |
150 | 560 |
Ведущий круг: |
||
характеристика |
15А16ТВ | 63СМ40СТ1Б |
угол наклона оси, град |
1,5 | 2 |
окружная скорость, м/с |
0,65 | 1,44 |
высота, мм |
150 | 560 |