
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Бесцентрово-шлифовальные станки с широкими кругами. Установка направляющих линеек шлифовального круга.
Бесцентрово-шлифовальные станки с широкими кругами (500 и 800 мм) заменяют два-три обычных станка. Для снятия увеличенного припуска необходимо на широких кругах создавать заборный конус на входе длиной до 100 мм, а на выходе делать обратный конус длиной 50-80 мм для уменьшения параметра шероховатости поверхности и исключения кольцевых следов на шлифуемых деталях. Заданный профиль по образующей круга с передним и обратным конусами создается в процессе правки круга по копиру.
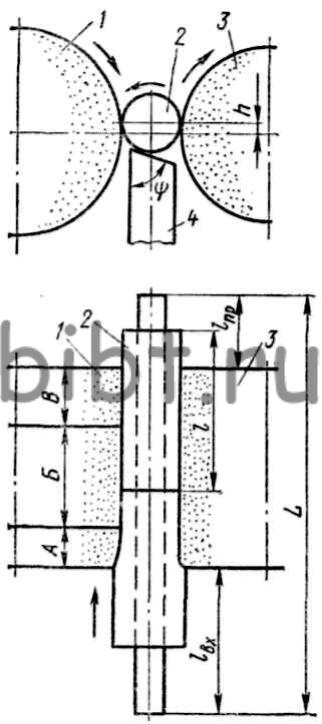
Рис. 4.2. Рабочий цикл бесцентрового шлифовании на проход:
1 - шлифовальный круг, 2- обрабатываемая деталь, 3 - ведущий круг, 4 - опорный нож; А - участок врезания, Б - участок чистового шлифования, В - участок выхаживания, lвх - передняя (направляющая) часть опорного ножа, l - длина обрабатываемой детали, lпр-задняя (приемная) часть опорного ножа, h - превышение над линией центров
Чтобы избежать занижения шлифуемого размера, необходимо в процессе шлифования поддерживать непрерывный и плотный поток деталей при прохождении через всю зону шлифования. Это особенно важно на операциях шлифования точных деталей.
При установке на станке опорного ножа его передняя часть должна выступать из зоны кругов на величину lвх=(1,2-1,3)l, задняя часть ножа lпр≥0,65l (см. рис. 4.2).
При шлифовании деталей с d>l необходимо длину опорного ножа увеличивать, чтобы предупредить преждевременное выпадание детали на выходе.
Направляющие линейки при бесцентровом шлифовании на проход служат для ввода заготовки в зону шлифования и вывода из нее.
При длине шлифуемых деталей l>100 мм длина линейки L=l. При l=100-200 мм L = 0,75l. При выборе длины линейки нужно учитывать также соотношения длины l и диаметра d детали. Для коротких деталей (d>l) следует брать длинные линейки, чтобы одновременно подводить к кругам по нескольку деталей для достижения лучшей устойчивости на опорном ноже. Длина направляющих линеек увеличивается также при шлифовании деталей непрерывным потоком. Отклонения от прямолинейности и параллельности боковых сторон линеек не должны превышать 0,01 мм на 100 мм длины.
Направляющие линейки должны быть установлены параллельно линии контакта обрабатываемой детали со шлифовальным кругом. Входная направляющая линейка должна отстоять от линии контакта детали с ведущим кругом на величину половины снимаемого припуска на диаметр (z/2). Направляющая линейка на выходе должна служить продолжением линии контакта детали с ведущим кругом (рис. 4.4).
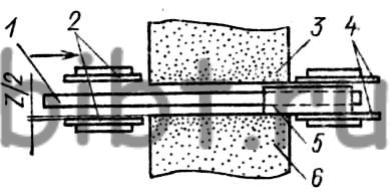
Рис. 4.4. Установка направляющих линеек:
1 - опорный нож, 2 - направляющие линейки на входе, 3 - шлифовальный круг, 4 - направляющие линейки на выходе, 5 - обрабатываемая деталь, 6 - ведущий круг
Примеры возможных искажений геометрической формы шлифуемой детали, вызванных неправильной установкой направляющих линеек, показаны на рис. 4.5.
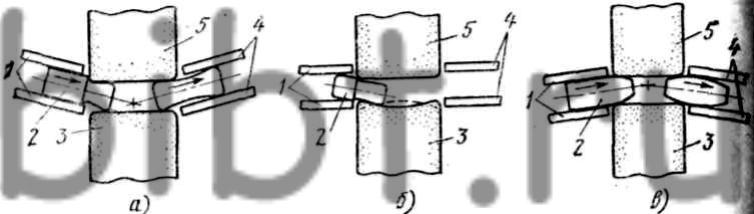
Рис. 4.5. Возможные искажения геометрической формы деталей, вызванные неправильной установкой направляющих линеек:
а - направляющие линейки на входе и выходе повернуты влево, образующая шлифуемой детали получает выгнутую форму, б - направляющие линейки на входе и выходе смещены влево от линии контакта детали с кругами, образующая шлифуемой детали получает вогнутую форму, в - направляющие линейки на входе и выходе повернуты вправо, образующая шлифуемой детали получает выпуклую форму; 1 - направляющие линейки при входе, 2 - обрабатываемые детали, 3 - ведущий круг, 4 - направляющие линейки на выходе, 5 - шлифовальный круг
Направляющие линейки со стороны шлифовального круга устанавливают так, чтобы обеспечить свободное продвижение обрабатываемых деталей на входе и выходе из зоны шлифования. Они применяются лишь для того, чтобы детали не падали с опорного ножа.