
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Особенности построения наладок бесцентрово-шлифовальных станков. Наладка при шлифовании длинных валов (прутков). Наладка при бесцентровом шлифовании на проход бочкообразных роликов.
Особенности построения наладок. 1. При шлифовании на проход для уменьшения разброса размера обрабатываемого диаметра необходимо, чтобы в зоне шлифования на всей ширине кругов обеспечивался непрерывный поток деталей, т. е. обрабатываемые детали должны поджиматься друг к другу. Торцовые поверхности деталей должны быть ранее обработаны. Влияние торцовых поверхностей возрастает при обработке неустойчивых деталей типа колец, у которых диаметр превышает их длину.
2. Для получения однородного качества шлифуемых деталей необходимо, чтобы на последнем проходе разброс размера диаметра шлифуемых деталей был меньше припуска на одну операцию. При отсутствии активного контроля с автоматической подналадкой или недостаточной жесткостью системы СПИД станка необходимо вводить дополнительный проход для выравнивания диаметрального размера в потоке до последнего финишного прохода.
3. При шлифовании длинных тонких и искривленных прутков целесообразно наладку строить таким образом, чтобы обрабатываемые прутки лежали на ноже ниже линии центров шлифовального и ведущего кругов примерно на величину половины своего диаметра.
Загрузочные и приемные устройства для поддержания детали на входе и выходе из зоны шлифования должны иметь длину не менее длины обрабатываемых прутков (рис. 4.6).
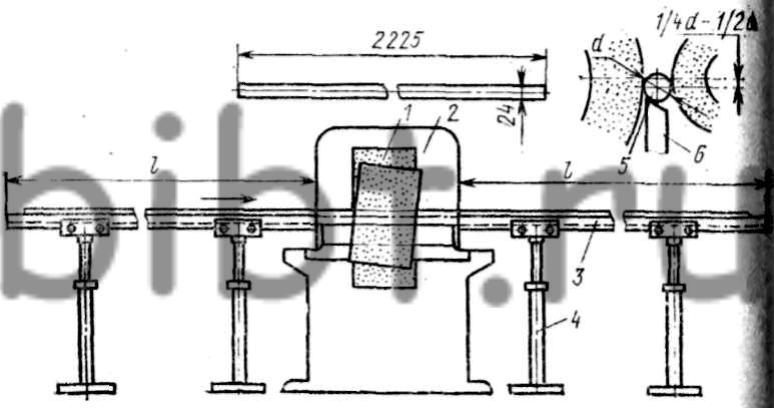
Рис. 4.6. Наладка при шлифовании длинных валов (прутков):
1 - шлифовальный круг, 2 - ведущий круг, 3 - склиз призматической формы 4 - стойка, 5 - деталь, 6 - опорный нож
4. При шлифовании неустойчивых колец, ранее не обработанных по наружному диаметру, целесообразно шлифовать детали на первом проходе на оправках. Для этого кольца набирают пачкой на оправку и слегка поджимают гайкой так, чтобы каждое кольцо могло самоустанавливаться на опорном ноже в процессе шлифования, кольцо устанавливают на оправке с зазором 0,5 мм (рис. 4.7).
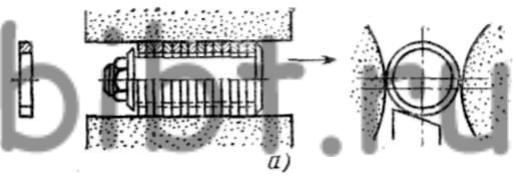
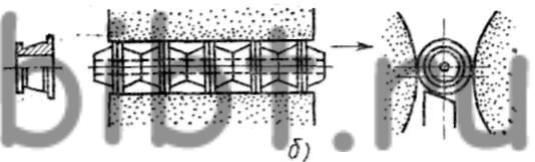
Рис. 4.7. Схемы наладок для шлифования неустойчивых деталей:
а - шлифование тонких колец в сборе на оправке, б - шлифование колец роликоподшипников с буртами
5. При шлифовании на проход профильных бочкообразных роликов, наружных фасок на кольцах роль ведущего круга 3 выполняет стальной барабан со спиральными канавками, профиль дна которых соответствует профилю обрабатываемых роликов 4 (рис. 4.8).
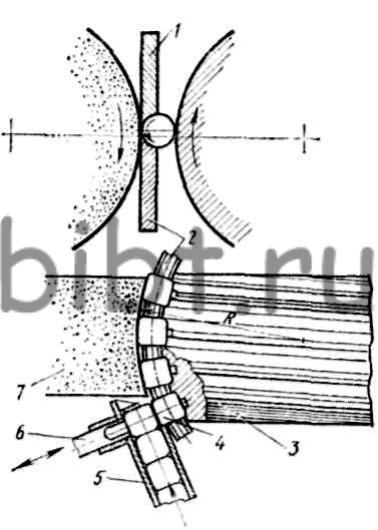
Рис. 4.8. Наладка при бесцентровом шлифовании на проход бочкообразных роликов:
1 - линейка, 2 - опорный нож, 3 - ведущий круг в форме барабана, 4 - ролики, 5 - загрузочная трубка, 6 - шток толкателя, 7 - шлифовальный круг
При вращении барабана обрабатываемые детали вращаются, ориентируются и перемещаются барабаном вдоль криволинейной образующей шлифовального круга. Опорный нож 2 имеет также криволинейную форму; линейка 1 предотвращает выбрасывание деталей. В спиральную канавку барабана детали вводятся штоком 6, работа которого согласована с вращением барабана. За каждый оборот барабана со станка сходит одна обработанная деталь. Этот метод применяют на операциях с невысокими требованиями геометрической и размерной точности.