
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Активный контроль на станках поточного шлифования на проход. Схема действия активного контроля при бесцентровом шлифовании на проход поршневых пальцев.
Активный контроль. На станках поточного шлифования на проход приборы активного контроля не управляют непосредственно рабочим процессом, их обычно располагают за зоной шлифования и фиксируют размер уже обработанной детали. Так как в условиях поточной непрерывной обработки размерная точность определяется настройкой шлифовального круга и по мере его изнашивания и затупления размер обрабатываемой детали увеличивается, в задачу прибора активного контроля входит управление механизмом компенсации изнашивания круга, т. е. автоматически поддерживать наладку операции. Схема бесцентрового шлифования на проход поршневых пальцев с применением пневматического активного контроля показана на рис. 4.9.
Измерительный узел вынесен из зоны шлифования и состоит из двух диаметрально расположенных сопл 1 в вертикальном положении. Обрабатываемые детали 3, выходя из зоны шлифования, продолжают перемешаться по опорному ножу 2 и попадают на наклонную призму 4, являющуюся базой для детали при измерении. Через нижнее сопло 1 сжатый воздух подводится к изделию через отверстие в призме. По мере изнашивания и затупления круга диаметр шлифуемых пальцев увеличивается, уменьшая зазор между измерительным соплом и деталью.
Достигнув допустимой границы верхнего допуска на диаметр пальца, измерительный прибор дает команду исполнительным органам механизма поперечной подачи станка для компенсации изнашивания круга. В условиях непрерывной поточной обработки поршневых пальцев со скоростью продольной подачи 3-4 м/мин активный пнематический контроль обеспечиваем диаметральную точность в пределах 10 мкм.
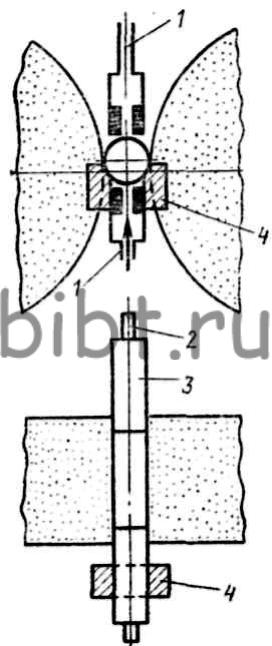
Рис. 4.9. Схема действия активного контроля при бесцентровом шлифовании на проход поршневых пальцев