
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
4.3. Бесцентровое врезное шлифование. Расположение упора при бесцентровом врезном шлифовании. Число операций при бесцентровом шлифовании врезанием.
Бесцентровым врезным шлифованием обрабатывают детали с цилиндрической, конической, сферической и фасонной поверхностями, ступенчатые валики, детали с разобщенными поверхностями и др.
Подобно круглому врезному шлифованию в центрах при бесцентровом врезном шлифовании за одну операцию можно практически снять любую заданную величину припуска. При таком построении технологического процесса шлифовальный крут правится дважды: предварительно грубо, для снятия основного припуска, и окончательно, на чистовых режимах правки- для отделочной обработки.
В условиях серийного и массового производства целесообразно разделять обработку на несколько операций, с тем чтобы лучше подготовить деталь к финишной обработке и окончательное шлифование выполнялось мелкозернистым кругом, имеющим более высокую кромкостойкость,
Рекомендации по выбору числа операций, припуска и характеристики кругов с учетом требований точности и шероховатости поверхности даны в табл. 4.4 и 4.5.
Таблица 4.4. Число операций при бесцентровом шлифовании врезанием
| Исходная точность формы, мм | Требуемая точность формы, мм | |||||||
| 0,10-0,15 | 0,05-0,10 | 0,02-0,05 | 0,01-0,02 | |||||
| Число операций | Обозначение операций | Число операций | Обозначение операций | Число операций | Обозначение операций | Число операций | Обозначение операции | |
| Обработка стальных деталей | ||||||||
| 0,20-0,30 | 1 | а | 2 | а, б | 3 | а, б, в | 4 | а, б, в, г |
| 0,10-0,20 | - | - | 1 | б | 2 | б, в | 3 | б, в, г |
| 0,05-0,10 | - | - | - | - | 1 | в | 2 | в, г |
| 0,02-0,05 | - | - | - | - | - | - | 1 | г |
| Обработка чугунных деталей | ||||||||
| 0,15-0,3 | - | - | 1 | а | 2 | а, б | 3 | а, б, в |
| 0,05-0,15 | - | - | - | - | 1 | б | 2 | б, в |
| 0,02-0,05 | - | - | - | - | - | - | 1 | в |
Таблица 4.5. Припуск на диаметр, характеристика круга и параметр шероховатости поверхности
| Обозначение операции | Припуск на диаметр,мм | Характеристика круга | Паметр шероховатости поверхности Ra (классы), мкм | |||||||||||
| Сталь | Чугун | |||||||||||||
| Сталь | Чугун | Материал зерна | Зернистость | Твердость | Структура | Связка | Материал зерна | Зернистость | Твердость | Структура | Связка | Сталь | Чугун | |
| а | 0,3-0,5 | 0,3-0,5 | 50, 40 | СТ2,
СТ3 СТ1, СТ2 |
63С | СТ1,
СТ2 С2-СТ1 |
2,5 (6) | 1,2-2,5 (6-7) | ||||||
| б | 0,2-0,3 | 0,15-0,3 | 15А | 40 | СТ1, СТ2 | 5 | К8 | 63С | 50 40 |
С1,С2 | 5 | К | 1,2-2,5 (6-7) | 1,2 (7) |
| в | 0,1- 0,15 | 0,05-0,1 | 25 | С2, СТ1 | 63С | C1, C2 СМ2, С1 | 0,4-1,2 (7-8) | 0,4(8) | ||||||
| г | 0,05-0,1 | - | 16 | С2, СТ1 | - | - | - | - | 0,4 (8) | - | ||||
Примечания:
1. Характеристика ведущего круга для всех операций 15А16ТВ.
2. При обработке стальных деталей длиной менее 80 мм максимальная точность и низкий параметр шероховатости обеспечиваются в три операции.
3. Рекомендации числа операций предусматривают их выполнение на различных станках. Если шлифование деталей осуществляют на одном станке, то требуемая точность 0,05 может быть достигнута за одну операцию вместо трех, а точность 0,01 - за две операции вместо четырех. В этих случаях минутную поперечную подачу следует уменьшить на 20 - 40 %.
При врезном шлифовании продольное перемещение обрабатываемой детали в зоне шлифования ограничивают жестким упором (рис. 4.10).
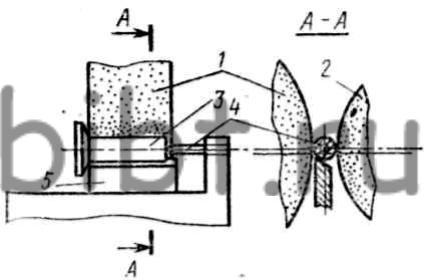
Рис. 4.10. Расположение упора при бесцентровом врезном шлифовании:
1 - шлифовальный круг, 2-ведущий круг, 3- обрабатываемая деталь, 4 - упор, 5 - опорный нож
Выбранная для соприкосновения с упором торцовая поверхность детали должна быть гладкой и не иметь биения. Чтобы обеспечить постоянный поджим обрабатываемой детали к упору, ведущий круг наклоняют на 0,5-1°.
При врезном шлифовании на обрабатываемой детали копируется форма шлифовального круга; поэтому для повышения кромкостойкости круга его твердость выбирают на 1-2 степени выше, чем на операциях бесцентрового шлифования на проход.