
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Примеры наладок для бесцентрового врезного шлифования длинных деталей. Схемы наладок для шлифования ступенчатых валиков. Технологические условия шлифования шипов крестовин.
Примеры наладок. При шлифовании длинных деталей их правильное положение и устойчивость на ноже обеспечивается поддерживающим люнетом (рис. 4.11).
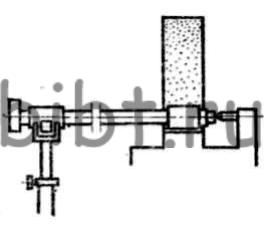
Рис 4.11. Врезное шлифование длинных валов с люнетом
При шлифовании ступенчатых деталей ведущий круг делают ступенчатым, если длина шлифуемых шеек примерно одинакова (рис. 4.12, а), и прямым, если большая по диаметру ступень значительно длиннее меньшей (рис. 4.12, б). Аналогично выбирают форму опорной поверхности ножа (рис. 4 12, в). Длина ее во всех случаях должна быть на 5- 10 мм больше длины шлифуемой поверхности.
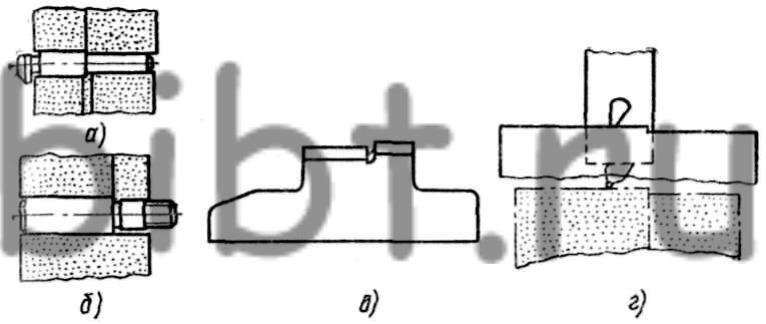
Рис. 4.12. Схемы наладок для шлифования ступенчатых валиков
Правка круга по копиру ведется в одну сторону, с большего диаметра на меньший; при обратном ходе пиноль с правящим инструментом нужно отводить, чтобы не повредить алмаз (рис. 4. 12, г).
В многокруговых наладках (рис. 4.13) все шлифовальные круги монтируют на одной планшайбе. Линейное расстояние между торцами кругов определяется распорной втулкой. Аналогичным образом устанавливают ведущие круги. Оси шпинделей ведущих и шлифовальных кругов устанавливают параллельно, и обрабатываемая деталь в процессе шлифования самоустанавливается между кругами.
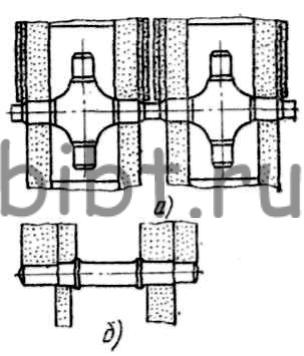
Рис. 4.13. Схемы многокруговых наладок при обработке разобщенных поверхностей:
а - шипов крестовины, б - вала
За одну установку обрабатывается сразу четыре шипа по наружному диаметру цилиндрической части и по фаске на полном автоматическом цикле. Две детали из магазина загружают в рабочую зону, устанавливают на опорном ноже и после шлифования первой пары шипов передаются в специальное кантовательное устройство, поворачивают на 90° и вновь устанавливают на ноже для обработки второй пары шипов.
Шлифование шипов, закаленных твч до твердости HRC 60-66, осуществляется в две операции на следующих режимах обработки (табл. 4.6).
Таблица 4.6. Технологические условия шлифования шипов крестовин
| Параметры обработки | Операции шлифования | |
| черновая | чистовая | |
Скорости: |
||
шлифовального круга, м/с |
33 | 33 |
поперечной подачи на врезание,мм/мин |
2,3 | 0,6 |
Бремя, с: |
||
выхаживания |
3 | 3 |
машинное |
12 | 12 |
Припуск на операцию, мм |
0,3 | 0,1 |
Стойкость круга между правкой, дет. |
100 | 150 |
Характеристика шлифовального круга |
24А2СМ2К5 | 24А16СМ1К5 |
Эти технологические условия обеспечивают размерную точность шипов в пределах 0,02 мм, отклонения от цилиндричности 0,006 мм, параметр шероховатости поверхности Ra = 0,4 мкм.