
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Примеры наладок для бесцентрового врезного шлифования конусов. Профилирование шаровой поверхности шлифовального круга.
При бесцентровом шлифовании конусов (рис. 4.14) ось ведущего круга для создания силы прижима детали к упору наклонена на 0,5-1°. Опорный нож при этом должен иметь наклон, равный 1/2 угла конусности детали. Длина опорной поверхности ножа должна быть на 15-20 мм больше длины конуса детали.
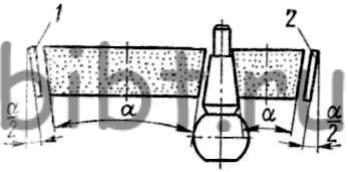
рис. 4.14. Схема наладки для шлифования конуса
У конусного шлифовального круга участок с меньшим диаметром работает с большей нагрузкой и быстрее изнашивается, поэтому приходится чаще править шлифовальный и ведущий круги.
Для уменьшения числа правок следует применять ведущие круги максимальной твердости или изготовлять их из серого чугуна с крупнозернистой структурой. Чугунные круги правят резцом из твердого сплава аналогично правке алмазным инструментом.
Правку кругов на конус осуществляют по копирным линейкам 1 и 2.
Неуравновешенные детали при шлифовании лежат на ноже неустойчиво, особенно в заключительной части процесса, когда глубина резания незначительна, и нуждаются в поддерживании. На рис. 4.15 показана пружинная подставка для поддерживания свешивающейся части обрабатываемой детали 3. Чтобы избежать искажения геометрической формы шлифуемой поверхности и появления огранки на ней, пружина 1 подставки 2 должна быть мягкой.
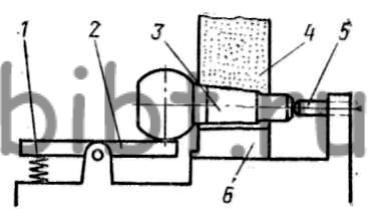
Рис. 4.15. Шлифование конуса с применением пружинной подставки для поддержки неуравновешенной детали:
1 - пружина, 2 - подставка. 3-деталь, 4 - шлифовальный круг, 5 - упор, 6 - опорный нож
Шаровую поверхность 3 (рис. 4.16) шлифуют профильным кругом 2. Профилирование шлифовального круга производят в процессе правки. Расстояние от вершины алмаза до оси вращения должно быть равно половине окончательного диаметра шара. Ось пиноли должна лежать в средней плоскости шлифовального круга. С целью экономии алмазного инструмента шлифовальные круги устанавливают на станок с предварительной радиусной проточкой.
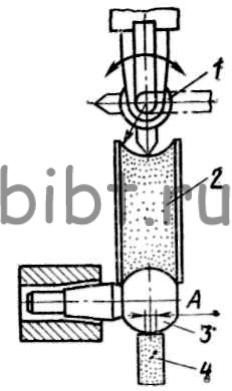
Рис. 4.16. Расположение кругов при профильной правке режущей поверхности:
1 - правящее устройство, 2 - шлифовальный круг, 3 - обрабатываемая деталь, 4 - ведущий круг
Опорный нож цилиндрической частью устанавливают по оси радиусной выточки шлифовального круга. Ведущий круг имеет прямолинейную образующую и устанавливается по центру шара, соприкасаясь с обрабатываемой поверхностью по узкой полоске А.
В процессе шлифования обрабатываемая деталь самоустанавливается в осевом направлении по радиусному профилю шлифовального круга. Поэтому ось ведущего круга должна быть строго параллельна оси шлифовального круга. На современных станках с профильной правкой шлифовального круга алмазным роликом совмещается шлифование шаровой и конической поверхности пальца за один установ в одной операции.