
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
6.4. Измерение в процессе шлифования. Автоматический подналадчик от изнашивания шлифовального круга.
Непрерывная компенсация изнашивания круга вручную резко снижает производительность станка и не гарантирует от брака, поэтому необходимо применять автоматические подналадчики (рис. 6.18).
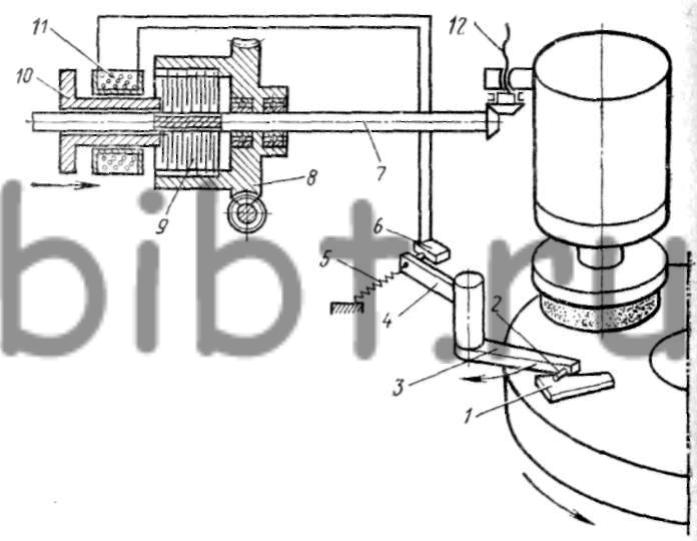
Рис. 6.18. Автоматический подналадчик от изнашивания шлифовального круга
Деталь 1, выходящая из зоны шлифования, проходит под контрольной пластиной 2. По мере изнашивания шлифовального круга размер детали увеличивается. Когда размер превысит верхний предел допуска, деталь заденет за пластинку 2 и отклонит рычаги 3 и 4. При повороте рычага 4 (от пружины 5) через микровключатель 6 замкнется электроцепь. Силой возникающего магнитного поля сердечник 10 втягивается в катушку 11 и сжимает диски фрикционной муфты 9. Этим включается вращение винта 12 вертикальной подачи шлифовального круга через вал 7 и пару конических шестерен от непрерывно вращающейся червячной шестерни 8. Как только размер шлифуемых деталей достигнет заданного, они перестанут отклонять пластину 2, рычаги под действием пружины 9 вернутся в исходное положение, разомкнется электроцепь и прекратится вертикальная подача шлифовального круга.
Четырех- и пятикруговые торцешлифовальные станки применяют не только для снятия больших припусков, но также для одновременной обработки двух разновысотных плоскостей в одной детали. В этом случае обеспечивается плоскостность, параллельность и заданная разновысотность двух поверхностей. Примером может служить шлифование боковых сторон большой и малой головки шатуна (рис. 6.19).
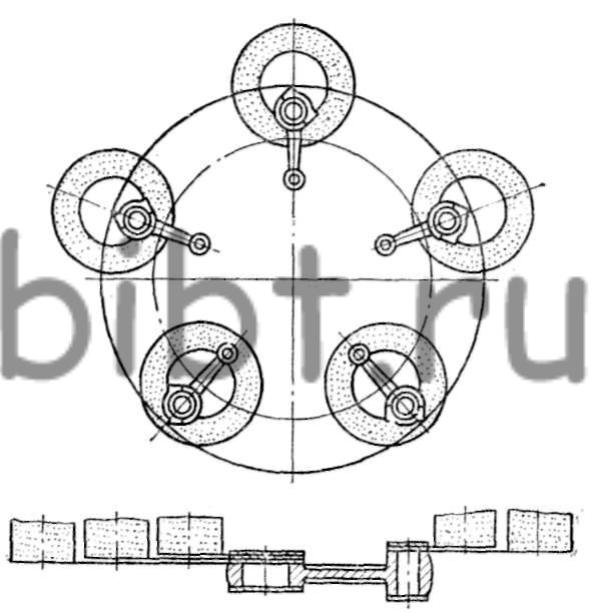
Рис. 6.19. Шлифование боковых сторон шатуна
Станок имеет пять бабок, расположенных по окружности стола. Три первые бабки шлифуют торцы большой головки, четвертая и пятая бабки обрабатывают торцы малой головки, для этого они смещены к центру стола настолько, чтобы обрабатываемые шатуны не касались большой головки этих бабок.
Весь припуск снимается за один оборот стола, при этом первая головка снимает 0,8 мм, вторая 0,55 мм, третья 0,35 мм, четвертая 0,8 мм и пятая 0,55 мм.