
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сборка узлов с подшипниками качения. Напрессовка подшипников.
Сборка узлов с подшипниками качения выполняется следующим образом. При монтаже подшипников необходимо создать зазоры, обеспечивающие свободное, без защемления шариков или роликов вращение подшипников. При слишком плотной посадке происходит расширение внутреннего кольца подшипника и сжатие его наружного кольца, в результате чего шарики или ролики защемляются и подшипник быстро выходит из строя. Чрезмерный зазор в посадочных местах также ухудшает работу подшипника: кольца его начинают проскальзывать, вызывая износ посадочных поверхностей и вибрацию механизма.
Перед сборкой подшипники тщательно промывают в смеси бензина и минерального масла или в обезвоженном чистом керосине. Промытые подшипники укладывают на чистую бумагу и просушивают или обдувают сжатым воздухом. Сразу после просушки их смазывают, покрывая тонким слоем масла все поверхности, особенно внутренние дорожки качения, шарики и ролики. Посадку подшипников на вал производят по системе отверстия, а в корпус- по системе вала.
Посадка подшипников на залы, в гнезда корпусов деталей может быть выполнена при помощи ручных, гидравлических или пневматических прессов; с подогревом в горячем масле (80-90° С) или с охлаждением твердой углекислотой - сухим льдом (температура - минус 75-80° С).
Для напрессовки подшипника на шейку вала могут быть использованы ручные приспособления - монтажные стаканы и оправки (рис. 98).
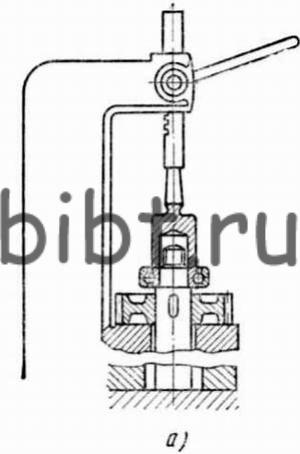
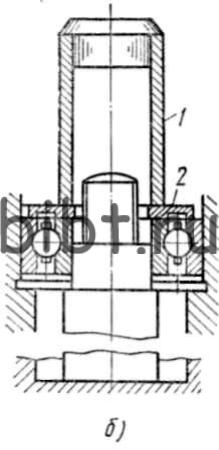
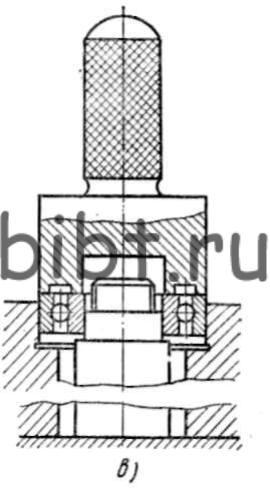
Рис. 98. Оправка для напрессовки подшипников:
а - напрессовка подшипника с помощью оправки и ручного пресса, б- с помощью стакана 1 и кольца 2, в - с помощью ручной оправки
Применение оправок обеспечивает равномерную посадку подшипника на шейку вала, предотвращает перекос при установке и предохраняет подшипник от повреждений. Для напрессовок подшипников на валы, имеющие на конце резьбу, часто используют винтовые устройства (рис. 99, а, б).
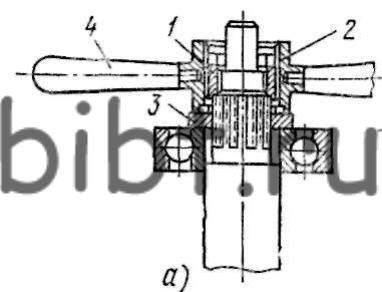
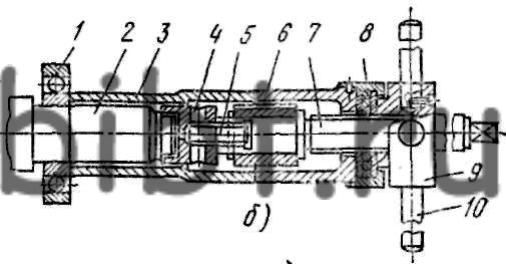
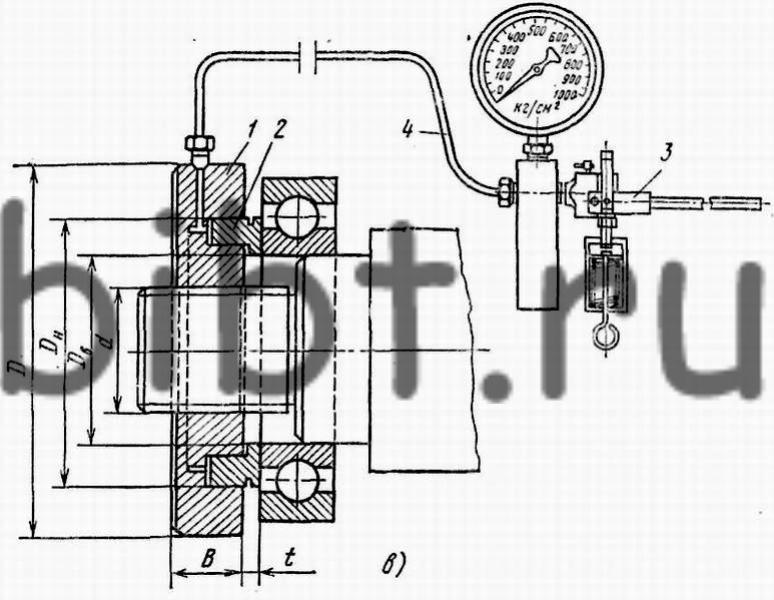
Рис. 99. Приспособления для напрессовки подшипников:
а - гаечное: 1 - гайка, 2 - корпус, 8 - шайба, 4 - ручка; б- винтовое: 1 - подшипник, 2 -вал, 3 - втулка, 4 - гайка, 5 - соединительный винт, 6 - переходная втулка, 7 - винт, 8 - шайба, 9 - корпус, 10 - ручка; в - гидравлическая гайка с насосом
Для напрессовки и распрессовки крупных подшипников применяют гидравлическую гайку (рис. 99, в), которая состоит из корпуса 1 и поршня 2. Поршень имеет две канавки для уплотнительных колец и перемещается в корпусе гайки под давлением масла, подаваемого ручным насосом 4 по трубке 3. Корпус гайки внутри имеет метрическую или трапецеидальную резьбу.
При монтаже подшипников качения следует учитывать, что усилие запрессовки должно передаваться непосредственно на торец сопрягаемого кольца.
В упорных шарикоподшипниках кольца имеют разные диаметры - как наружные, так и внутренние. Чтобы подшипник работал нормально, при сборке следует всегда устанавливать кольцо с меньшим внутренним диаметром на валу, а кольцо с большим внутренним диаметром - в корпусе.
При установке вала в двух радиальных шарикоподшипниках один из них закрепляют неподвижно на валу и в корпусе, а второй - только на валу, потому что вал во время работы нагревается и его длина несколько возрастает. При удлинении вала подшипник перемещается в корпусе. Если закрепить оба подшипника неподвижно, вал, нагревшись, начнет туго поворачиваться и произойдет защемление шариков или роликов и оба подшипника могут быстро выйти из строя. Запрессованный подшипник проверяют, поворачивая его вручную. Вращение подшипника должно быть плавным, без заеданий. При этом может прослушиваться незначительный равномерный шум. Проверяют также прилегание наружного кольца к бортику отверстия корпуса, а внутреннего кольца - к заплечику вала.