
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XI СБОРКА МЕХАНИЗМОВ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ.
§ 1. ВИНТОВЫЕ МЕХАНИЗМЫ.
Винтовые механизмы предназначены для преобразования вращательного движения в поступательное, реже - для превращения поступательного движения во вращательное. Последнее возможно только в том случае, когда угол подъема резьбы достаточно велик и передача несамотормозящаяся. Основными деталями таких механизмов являются винт и гайка.
Обозначим шаг резьбы винта tв. За n оборотов винта гайка, движущаяся только поступательно, пройдет расстояние S= n•tв.
Если известен путь гайки S и требуется определить число n оборотов винта, то n =S/tв оборотов, где S и tв в одинаковых единицах длины.
Например, если путь гайки 25 мм, шаг винта tв=10 мм, то число оборотов винта n = S/tв = 25/10 = 2,5 оборота.
Гайку часто делают разрезной -из двух половин, охватывающих винт с двух сторон. Винты изготовляют из качественной стали, а гайки —из чугуна или бронзы. Коэффициент полезного действия таких пар достигает η=0,8—0,95.
Еще больший эффект достигается применением шариковых винтов (рис. 123, а), которые используют для червяков рулевого управления автомобилей, для механизмов наводки ракет и ходовых винтов станков. Канавки шарикового винта 1 и гайки 4 в осевом сечении имеют полукруглую форму. Непрерывный замкнутый поток шариков 2 заполняет винтовое пространство между желобами по всей длине гайки. Пройдя его, шарики 2 переходят в округленный трубчатый канал 3, по которому они возвращаются в рабочую зону винтовой пары. Коэффициент полезного действия шариковой винтовой пары много выше, чем у обычной, вследствие резкого снижения трения в резьбе.
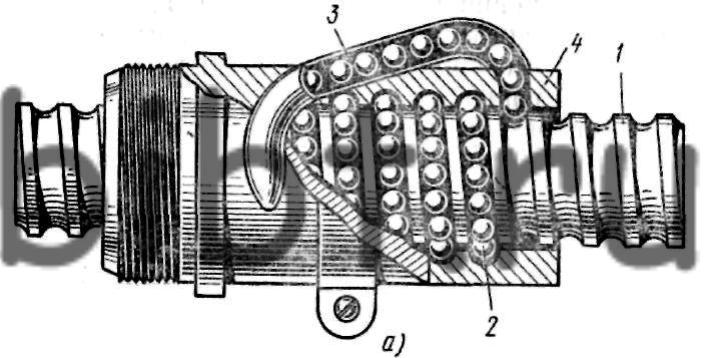
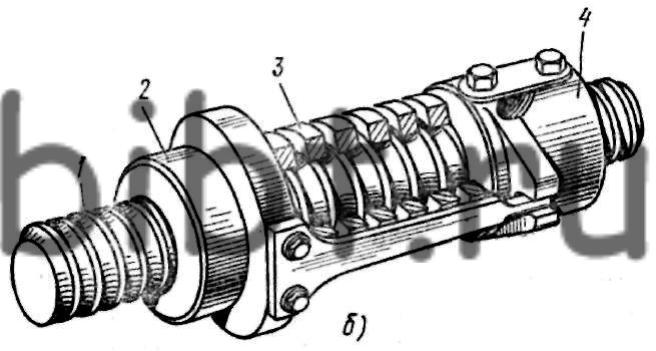
Рис. 123. Ходовые шариковые винты: а -с одной гайкой, б - с двумя гайками
Для полного устранения зазоров в паре шариковый винт-гайка (рис. 123, б) на винте устанавливают одновременно две шариковые гайки 2 и 4, между которыми помещают сильную пружину 3. Пружина, создавая предварительный натяг между винтом 1, шариками и гайками, устраняет все зазоры в передаче. При изготовлении такой пары нужно очень тщательно обрабатывать профильные резьбовые канавки на гайке, в противном случае винтовая пара легко заклинивается. То же самое может произойти и при раздавливании одного из шариков.
В винтовых механизмах движение обычно передается от винта к гайке. В качестве примера рассмотрим механизм винта поперечного суппорта токарного станка (рис, 124, а). Двойная гайка 2 прикреплена винтами 5 к поперечному суппорту 1. При вращении винта 6 гайка движется вдоль оси, перемещая поперечный суппорт по направляющим верхней части каретки 7.
Во время работы винт и гайка изнашиваются, и в резьбе образуются зазоры. Для устранения зазоров применяют компенсирующие устройства (в данном случае гайки 2).
При износе резьбы и появлении зазоров нужно ослабить винт 5 и подвинтить винт 3, который подтянет конусный вкладыш и тем самым раздвинет обе гайки и устранит зазор в резьбе.
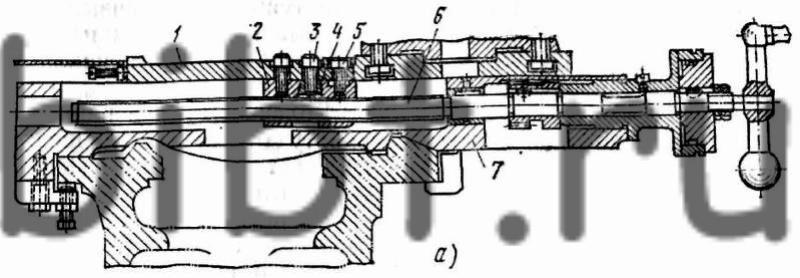
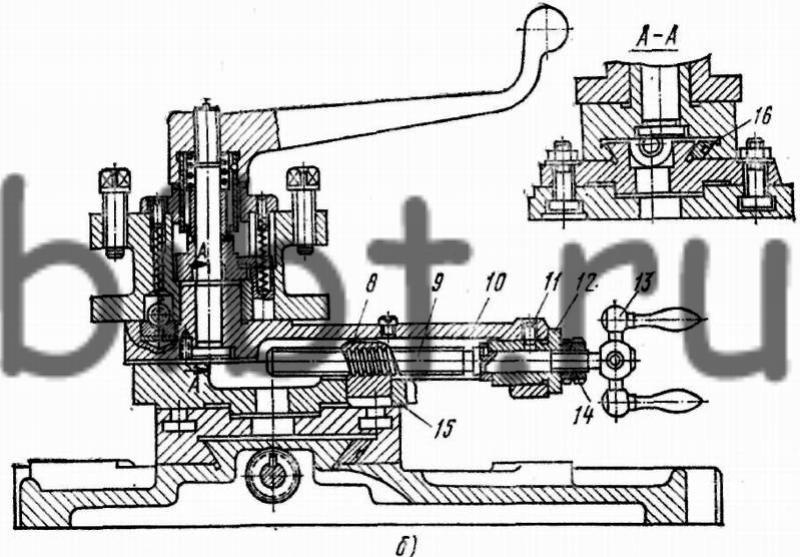
Рис. 124. Суппорт токарного станка: а - нижняя часть, б - верхняя часть
В винтовых механизмах вращение винта преобразуется в поступательное движение того же винта. В этом случае гайка закреплена неподвижно. В качестве примера рассмотрим винтовой механизм верхней части суппорта токарного станка (рис. 124, б). При вращении винта 9 в гайке 8, закрепленной стопорным винтом в прорези поворотной части суппорта 15, винт 9 начинает двигаться поступательно, перемещаясь по направляющим поворотной части верхнего суппорта 10.
Порядок сборки этого механизма следующий:
установить гайку 8 на место и слабо завернуть стопорный винт;
собрать детали 15 и 10, вложить клин 16 и завернуть установочные винты;
соединить винт 9 с втулкой 12 и рукояткой 13, предварительно закрепив гайкой 14;
ввинчивать винт 9 в гайку 8 до тех пор, пока втулка 12 не упрется в верхнюю часть суппорта 10, после этого втулку 12 закрепить стопорным винтом 11.
Чтобы определить качество сборки, необходимо вращать рукоятку 13, при этом верхняя часть суппорта 10 должна плавно ходить по направляющим поворотной части без заеданий и мертвого хода. Причиной заедания могут быть перекосы винта и гайки, причиной мертвого хода -зазоры в резьбе или плохое регулирование гайки 14.