
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. ОБОРУДОВАНИЕ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ И АВТОМАТИЧЕСКОЙ СБОРКИ.
Для автоматизации сборки применяют однопозиционные и многопозиционные полуавтоматы и автоматы.
Однопозиционные сборочные полуавтоматы применяют для сборки несложных изделий или узлов, состоящих из небольшого количества деталей. Базовую деталь собираемого изделия или узла, а также детали, плохо поддающиеся автоматической ориентации, устанавливают на сборочную позицию вручную. Остальные детали устанавливаются автоматически в определенном порядке. Для выполнения каждой операции полуавтомат включается пусковым устройством - кнопкой или рычагом. Съем собранного узла и остановка полуавтомата выполняются автоматически после завершения всего цикла движений.
Многопозиционные сборочные полуавтоматы (карусельного типа) применяют для сборки более сложных изделий с относительно большим количеством переходов сборки.
На круглом столе в зависимости от количества позиций закрепляются установочные приспособления для собираемых деталей и узлов. Стол при помощи делительного устройства периодически поворачивается на определенный угол.
Базовую деталь, а также некоторые другие детали (пружины, разрезные кольца) устанавливают вручную. Съем готового узла или изделия в большинстве случаев выполняется автоматически. Схема 12-позиционного полуавтомата показана на рис. 156, а.
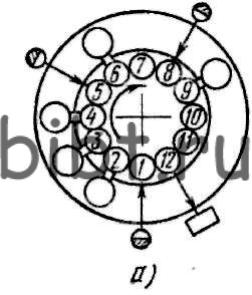
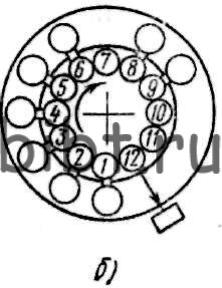
Рис. 156. Схемы многопознционных сборочных автоматов:
а - полуавтомат, б - автомат
Позиции 7 и 10 - контрольные, на которых проверяется наличие всех деталей и качество сборки.
На позициях 1, 5, 8 детали устанавливают вручную (на позиции 1 устанавливают базовую деталь), а на позициях 2, 3, 4, 6, 9 выполняется автоматическая сборка с подачей деталей из бункеров. На позиции 11 выполняется автоматическая продувка и смазка, а на позиции 12 - автоматическое удаление собранного узла (изделия).
Однопозиционные сборочные автоматы используют для сборки сравнительно простых изделий (узлов) с автоматической подачей деталей из бункеров или из магазинов на сборочную позицию. После завершения всего цикла движений собранное изделие (узел) автоматически удаляется, затем начинается цикл сборки следующего изделия (узла) и т. д.
Многопозиционные сборочные автоматы (карусельного типа), так же как и полуавтоматы, предназначены для сборки более сложных изделий с большим количеством переходов сборки и большим количеством комплектующих деталей. Все детали собираемого изделия подаются из бункеров или из магазинов автоматически. Съем готового изделия также автоматизирован. Схема многопозиционного автомата показана на рис. 156, б. На позициях 1-6, 8, 9 выполняется автоматическая сборка с подачей деталей из бункеров, на позициях 7 и 10 выполняется контроль, на позиции 11 - продувка и на позиции 12 - автоматическое удаление собранного изделия (узла).