
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава VIII
СБОРКА НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
§ 1. СОЕДИНЕНИЕ ДЕТАЛЕЙ СВАРКОЙ. Контроль сварных швов на непроницаемость.
Сваркой называется
процесс образования неразъемного соединения, происходящий в
результате действия сил сцепления между атомами свариваемых
материалов. Процесс сварки выполняется следующим образом. В
электрическую цепь сварочной установки (рис. 85) включают свариваемые
детали. Противоположным полюсом является присадочный материал
(электрод) -мягкая стальная проволока диаметром 2-12 мм, содержащая до 0,25% углерода. Электрод плавится под действием
тепла дуги и заполняет кратер, образуемый дугой. Температура дуги в
момент сварки достигает 6700° С. Электродуговой сваркой получают
различные соединения и швы: встык, впритык, внахлестку, угловой,
комбинированный и т. д.
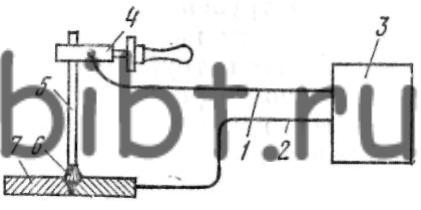
Рис. 85. Схема электродуговой сварки:
1, 2 - сварочные провода, 3 - источник тока, 4 - электрододержатель, 5 - электрод, 6 - электрическая сварочная дуга, 7 - свариваемые листы
Качество сварочных работ повышается при использовании автоматической дуговой сварки под флюсом и в защитных газах.
Соединение деталей газовой сваркой. При газовой сварке свариваемые металлы нагревают в месте сварки до температуры плавления и сваривают при помощи присадочного материала. Металлы нагревают газовой горелкой. Источником тепла является сварочное пламя, получаемое при сжигании смеси, состоящей из кислорода и ацетилена. Температура при горении смеси достигает 3100-3200° С.
В качестве присадочного материала при сварке низкоуглеродистой стали применяют проволоку с содержанием 0,06-0,1%; углерода, 0,1-0,25% кремния и 0,2-0,4%) марганца.
Соединение деталей контактной сваркой. Видами контактной сварки являются точечная, роликовая и стыковая. При точечной и роликовой сварке электрический ток пропускают через электроды, сжимающие листы, положенные внахлестку, а при стыковой - через листы, положенные встык. В процессе сварки в месте соединения листов с электродом при прохождении через них тока металл нагревается и листы свариваются. Эти виды сварки очень экономичны и производительны.
Контроль сварных швов на непроницаемость. Контролируют швы на непроницаемость у изделий, которые предназначены для хранения жидкостей и газов. Испытание на непроницаемость применяют после проверки швов внешним осмотром как при пооперационном контроле, так и при сдаче готовой продукции. В зависимости от назначения изделия и технических условий на его изготовление непроницаемость швов испытывают керосином, водой или сжатым воздухом.
В последнее время в промышленности применяют более эффективные методы контроля сварных соединений (электромагнитная дефектоскопия, контроль ультразвуком и рентгеновскими лучами). Эти методы контроля позволяют обнаружить все дефекты сварного шва: поры, раковины, волосяные трещины и т. п.