
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематика многоцелевого станка ИР500ПМФ4. Поворотный стол.
Кинематика многоцелевого станка ИР500ПМФ4. (рис. 112). Главное движение шпиндель III получает от регулируемого электродвигателя постоянного тока M1 (N = 14 кВт, n= 1000 мин-1) через двухступенчатую коробку скоростей. Изменение частоты вращения шпинделя производится в пределах 1000-3150 мин-1 при постоянной мощности и 21 - 1000 мин-1 при постоянном моменте. Блок Б1 переключается гидравлически. С блока зубчатых колес z = 33, z = 66 крутящий момент на шпиндель передается через зубчатую муфту, таким образом шпиндель полностью разгружен от изгибающих сил, возникающих от приводных колес. Зажим инструмента происходит от тарельчатых пружин, отжим - гидроцилиндром. Для того чтобы пазы оправки и шпинделя для шпонок совпадали, нужно шпиндель и оправку предварительно сориентировать. Для этого в станке имеется механизм угловой ориентации (рис. 113).
При подаче масла в бесштоковую полость гидроцилиндра 1 происходит фиксация шпинделя, при этом шток через рычаг 7 прижимает ролик 8 к диску ориентации 9, жестко связанному со шпинделем. В положении, указанном на схеме, планка 2 заставляет сработать бесконтактный выключатель 3, обеспечивающий снижение скорости вращения и остановку шпинделя. При попадании ролика 8 в паз диска 9 происходит фиксация диска и шпинделя в определенном угловом положении. Для расфиксации масло из левой полости цилиндра сливается и поршень со штоком перемещаются влево пружиной 6. Конечные выключатели 4 и 5 контролируют фиксацию и расфиксацию шпинделя.
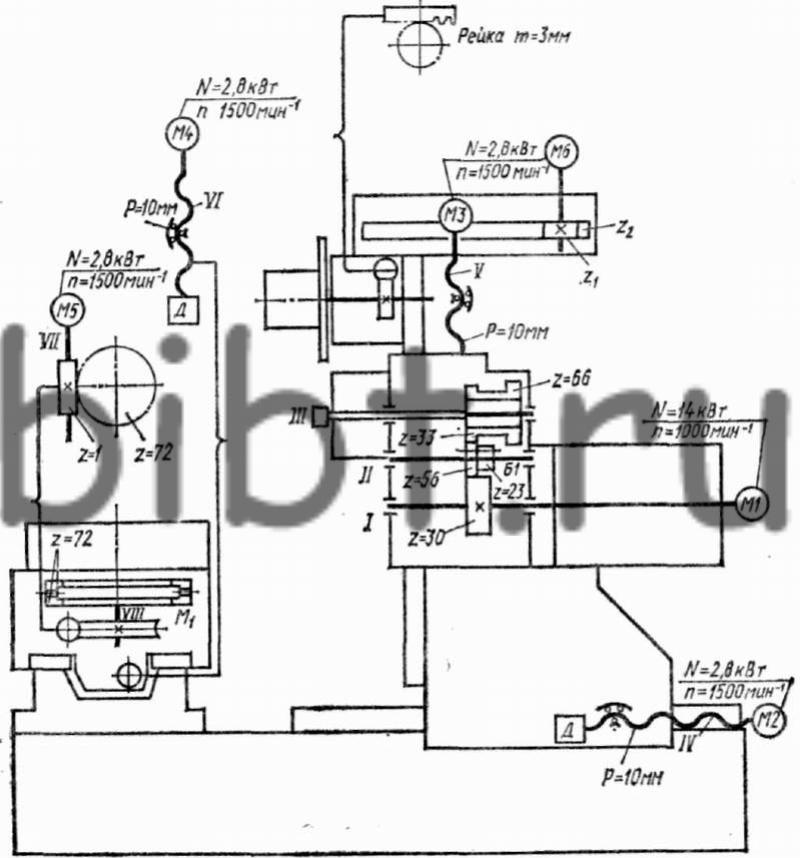
Рис. 112. Кинематическая схема многоцелевого станка ИР500ПМФ4
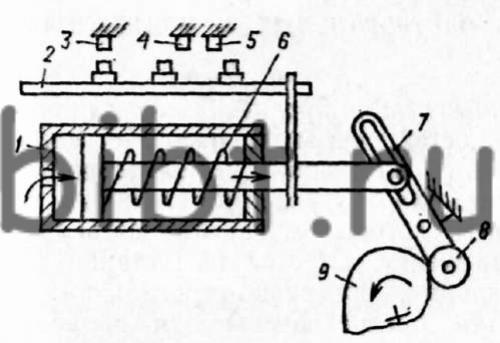
Рис. 113. Механизм угловой ориентации шпинделя станка ИР500ПМФ4
Подачи (см. рис. 112) стойки, шпиндельной бабки, стола, осуществляются от высокомоментных двигателей с постоянными магнитами М2, М3, М4 (N =2,8 кВт; n= 1500 мин-1). Ходовые винты качения IV, V, VI соединены с электродвигателями напрямую через специальные сильфонные муфты 4 (рис. 114), обладающие высокой крутильной жесткостью и допускающие некоторую несоосность и перекос вала двигателя 2 и ходового винта 8. Регулировка муфты осуществляется натяжкой конических втулок 3 и 5 при помощи винтов 1. В опорах винтов качения всех приводов подач установлены прецизионные подшипники 9, обладающие высокой нагрузочной способностью и жесткостью. Предварительный натяг в подшипниках создается гайкой 7 до исключения зазора. Гайка 7 стопорится винтом 6.
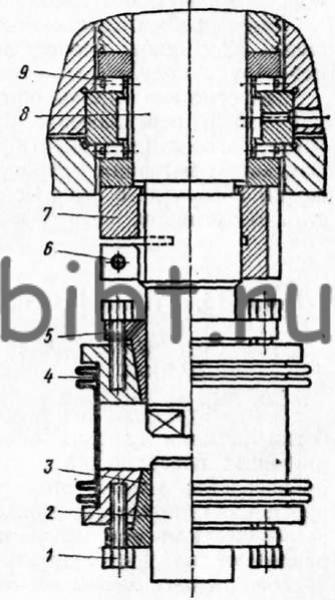
Рис. 114. Привод подач станка ИР500ПМФ4
Направляющие всех подвижных механизмов имеют смешанное трение; боковые и нижние направляющие выполнены на опорах качения, лицевые направляющие скольжения выполнены из полимерного антифрикционного материала.
Приводы подач комплектуются датчиками обратной связи типа индуктосин или резольвер. При комплектации с резольвером станок имеет класс точности Н и обозначается ИР500МФ4.
Поворотный стол ИР500ПМФ4 (см. рис. 112) получает вращение от высоко-моментного электродвигателя М5 (N = 2,8 кВт, n=1500 мин-1) через червячную пару z = 1-72. Перед поворотом от гидросистемы происходит расцепление двух зубчатых полумуфт z =72 муфты М1 с торцовыми зубьями треугольного профиля. После поворота происходит сцепление зубчатых муфт и зажим стола.