
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. КРУГЛОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ 3М151Ф2 С ЧПУ. Техническая характеристика.
Круглошлифовальный полуавтомат 3М151Ф2 с ЧПУ предназначен для шлифования цилиндрических гладких и прерывистых поверхностей многоступенчатых валов в условиях мелкосерийного и серийного производства. На станке можно производить в автоматическом режиме продольное, врезное и строчное шлифование с последующей зачисткой продольным шлифованием, а также подторцовку буртиков, при этом в процессе обработки применяется активный контроль размеров обрабатываемых валов. Станок может встраиваться в автоматизированные участки с управлением от ЭВМ. Класс точности станка П, он обеспечивает 6-й квалитет обрабатываемых диаметров.
Техническая характеристика круглошлифовального полуавтомата 3М151Ф2 с ЧПУ. Наибольшие размеры устанавливаемой детали: диаметр 200 мм, длина 700 мм, диаметр заготовки, шлифуемой с активным контролем, 20-85 мм; частоты вращения заготовки 50-500 мин-1 (регулируются бесступенчато); скорость шлифовального круга не более 50 м/с; рабочие подачи шлифовальной бабки для предварительной обработки 0,2- 1,2 мм/мин, окончательной обработки 0,1-0,6 мм/мин, доводочные 0,02-0,12 мм/мин; скорость быстрого подвода шлифовальной бабки 1700/930 мм/мин; скорость перемещения стола 0,05-5 м/мин (число ступеней 10); габаритные размеры станка 4950x2400x2170 мм.
Устройство ЧПУ полуавтомата 3М151Ф2 - специализированное для шлифовальных станков. Программу вводят с помощью декадных переключателей; размеры задаются в абсолютных значениях. По программе можно шлифовать восемь ступеней заготовки. Число программируемых координат две, работа выполняется последовательно по каждой координате. В станке имеется два основных измерительных устройства и соответствующие им корректирующие системы: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (контроль по координате X) производится и корректируется косвенным путем при измерении заготовки в процессе обработки широкодиапазонным прибором активного контроля.
Контроль базового торца заготовки (контроль по координате Z') прибором осевой ориентации необходим для привязки заготовки к координатной системе станка (например, в случае изменения глубины зацентровки). В момент касания детали щупом этого прибора осуществляется коррекция «нуля» датчика положения стола. Дискретность перемещения по координате X 0,001 мм; по координате Z' 0,1 мм. Устройство ЧПУ оснащено цифровой индикацией, показывающей положение рабочих органов и ход выполнения технологических команд.
Основные механизмы и движения в станке 3М151Ф2. По направляющим станины А (рис. 131, а) возвратно-поступательно перемещается стол Ж с верхним поворотным столом, который можно повернуть на угол до 4°. Заготовка устанавливается в центрах передней Б и задней Е бабок и получает движение круговой подачи. По поперечным направляющим станины перемещается шлифовальная бабка В, на корпусе которой установлен механизм поперечных подач Д. Шлифовальный шпиндель кроме вращательного движения имеет и осевое перемещение в автоматическом режиме. Вспомогательные движения: ввод и вывод измерительного прибора и прибора осевой ориентации; ручные перемещения стола и шлифовальной бабки; ускоренное перемещение шлифовальной бабки; подвод-отвод пиноли задней бабки; перемещение следящего упора; продольное перемещение измерительного прибора; продольное перемещение и подача на круг алмазного инструмента при правке, которая осуществляется прибором правки Г. На станке установлен механизм для балансировки круга.
Увеличить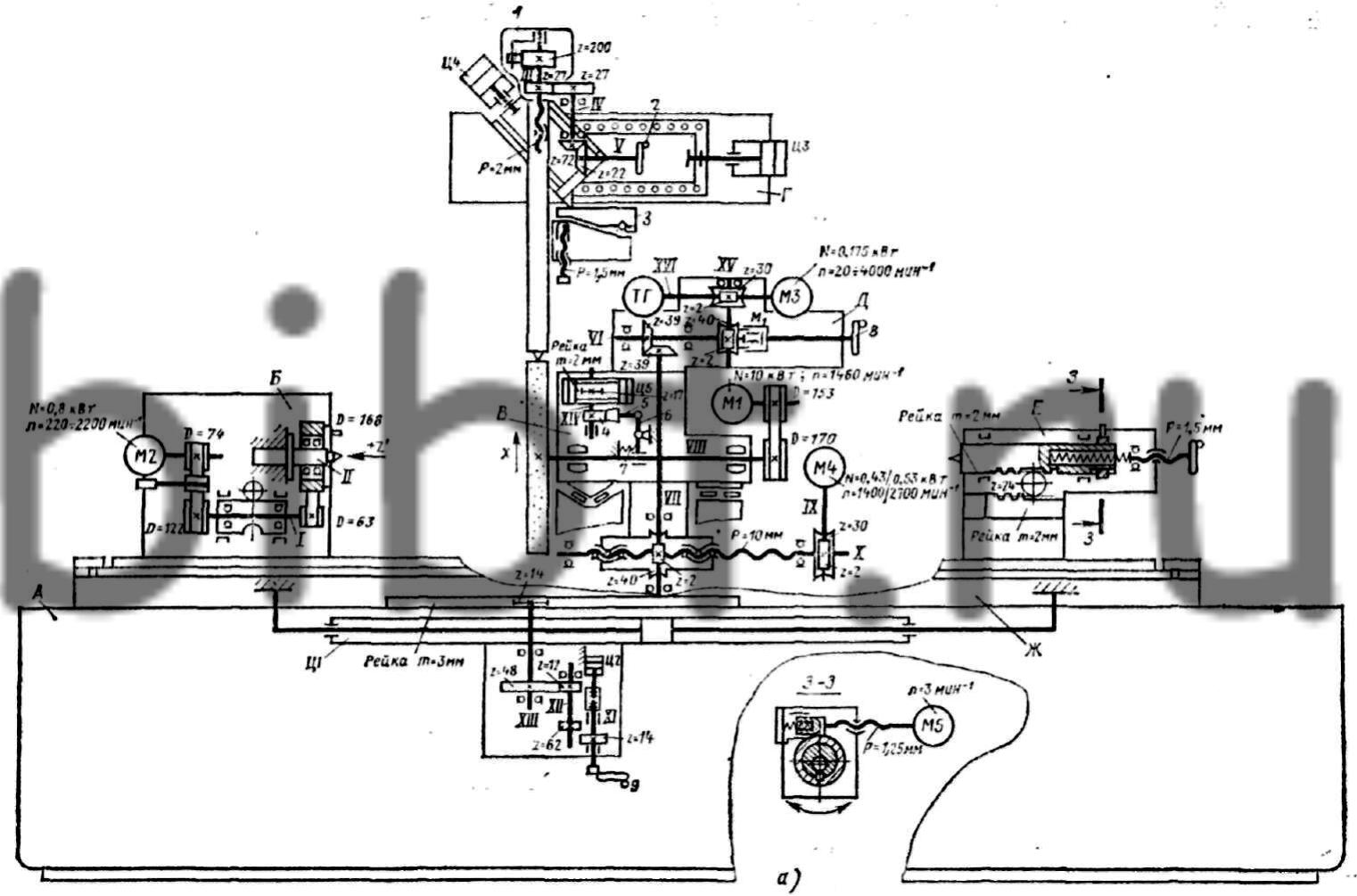
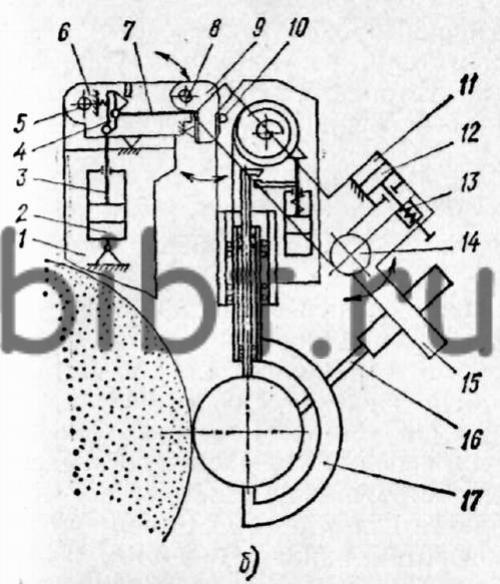
Рис. 131 Кинематическая схема круглошлифовального полуавтомата 3М151Ф2 с ЧПУ