
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кинематическая схема агрегатного станка МА299Ф2 с ЧПУ.
Кинематика станка МА299Ф2 с ЧПУ . Главное движение шпиндель V получает от асинхронного двухскоростного электродвигателя M1 (N =4,7 кВт, n= 935/1430 мин-1) через зубчатую передачу z =28-32, АКС, обеспечивающую шесть значений частот вращения шпинделя, передачу z = 60-60, полый вал III коробки резьбовых подач, шлицевый вал IV и пару зубчатых колес z = 45-45.
Частоту вращения (мин-1) шпинделя определяют из выражения

где i - передаточное отношение, получаемое в АКС.
Привод подачи бабки агрегатного станка МА299Ф2. Шпиндельная бабка установлена на координатно-силовом столе, который перемещается от винт-гайки качения VII. В зависимости от вида работы стол получает движение от различных приводов.
Быстрый подвод и отвод и рабочая
подача осуществляются от шагового электродвигателя М2 типа
ШД5-Д1 с гидроусилителем моментов через беззазорную передачу z =
17-73 (включена муфта M1). Минимальная величина
перемещения .
.
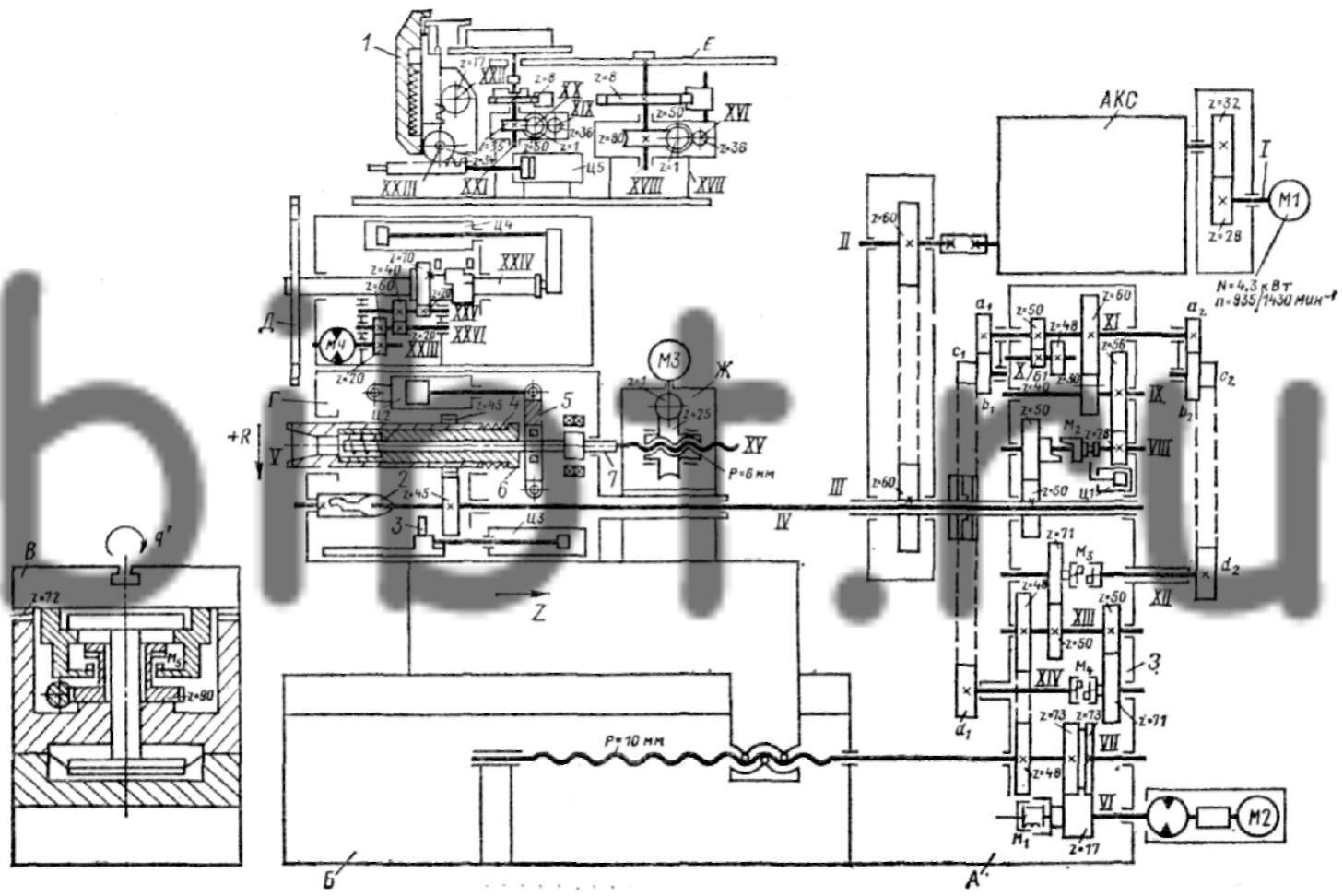
Рис. 164. Кинематическая схема агрегатного станка МА299Ф2 с ЧПУ
Подача при резьбонарезании осуществляется от привода главного движения. В этом случае движение от шпинделя V через зубчатые пары z= 45-45, z= 50-50 передается через включенную однозубую муфту М2 на вал VIII, передачу z = 28-56, блок реверса Б1, переключаемый вручную и позволяющий менять направление нарезания, и далее на переднюю или заднюю гитары. Включение в работу той или другой гитары производят вручную с помощью кулачковых муфт М3 и М4, что позволяет заранее наладить станок на нарезание резьб разных шагов. При включенной муфте М4 движение передается с вала XIV через передачи z =71-50, z =48-48 на винт VII. При включенной муфте М3 винт VII получает вращение от вала XII через передачи z =71-50, z =48-48. Уравнение кинематического баланса цепи нарезания резьбы

Однозубая муфта М2 переключается автоматически от гидроцилиндра Ц1. Рабочий ход резьбонарезания налаживается упорами.
Привод подачи резца станка МА299Ф2 с ЧПУ в
радиальном направлении осуществляется механизмом подачи резца через
толкатель 7, проходящий внутри шпинделя и контактирующий со сменными
план-суппортами. Механизм приводится шаговым двигателем М3 типа
ШД5-Д1, который вращает червяк с z = 1, связанный с червячным
колесом z = 25. Внутри колеса помещена шариковая гайка. При
вращении гайки винт XV, удерживаемый от вращения, выдвигается
и нажимает на толкатель шпинделя. Толкатель через ряд передач
обеспечивает перемещение резца по оси R. Минимальное
перемещение резца  . С помощью план-суппортов обрабатывают торцовые поверхности,
внутренние и внешние канавки.
. С помощью план-суппортов обрабатывают торцовые поверхности,
внутренние и внешние канавки.
Шпиндельная бабка МА299Ф2 с ЧПУ несет шпиндель V, не имеющий осевого перемещения относительно ее корпуса. В отверстие шпинделя входит трубчатая тяга 6, несущая на конце кулачковую муфту для захвата инструмента. Инструмент затягивается пакетом тарельчатых пружин 4, поставленных между тягой и торцом шпинделя. Во время разжима инструмента тяга подается вперед гидроцилиндром Ц2 через рычаг 5.
На валу IV закреплен копир 2 индексации шпинделя. Ролик 3 индексации перемещается вдоль копира гидроцилиндром Ц3, положение штока которого контролируется тремя путевыми выключателями. Ролик 3 обеспечивает три положения инструмента в шпинделе: зажатое, разжатое и захваченное механической рукой.
Оригинальный механизм касания позволяет производить переход бабки с быстрого подвода на рабочую подачу при контакте подпружиненного инструмента с заготовкой. Для этого в захваченном, но незажатом положении инструмент несколько выдвинут и имеет возможность осевого перемещения относительно шпинделя. Это перемещение контролируется датчиком, смонтированным на толкателе, который проходит внутри трубчатой тяги. Возможна работа станка без контроля касания, но тогда усложняется подготовка программы обработки.
Делительный стол МА299Ф2 с ЧПУ фиксируется с помощью плоского зубчатого колеса z = 72. При расфиксации стол приподнимается гидравлической диафрагмой, при этом расцепляются зубья фиксирующих колес и входят в зацепление зубья муфты поворота М5.
В расфиксированном положении стол поворачивается на требуемый угол гидроцилиндром через рейку и реечное колесо z = 90. В конце поворота производится торможение дросселем. Шток цилиндра возвращается в исходное положение после фиксации стола. Обратный ход штока ограничен упорами, расположенными на поворотном барабанчике.