
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 10. ТОКАРНЫЙ ПАТРОННО-ЦЕНТРОВЫЙ ПОЛУАВТОМАТ 1725МФ3. Техническая характеристика.
Полуавтомат 1725МФ3 предназначен для комплексной токарной обработки деталей типа тел вращения в условиях единичного и серийного производства и может быть встроен в автоматизированные участки. На нем можно производить обточку, расточку, подрезку торца, сверление центральных отверстий, нарезание резьбы, обработку фасонных поверхностей.
Станок оснащен восьмипозиционным инструментальным магазином для автоматической смены инструмента. Класс точности станка П.
Техническая характеристика станка 1725МФ3. Наибольший диаметр заготовки, устанавливаемой над станиной, 500 мм; наибольшая длина обрабатываемой заготовки 1000 мм; число частот вращения 38 (из них по программе 38); пределы частот вращения 35-2500 мин-1; пределы величин подач (регулирование бесступенчатое): продольных 5-2000 мм/мин, поперечных 25-1000 мм/мин; скорость быстрых перемещений суппорта: продольных 10 м/мин, поперечных 5 м/мин; пределы шагов нарезаемых резьб 0,5-40 мм; габаритные размеры 4420X1660x2560 мм.
Устройство ЧПУ типа CNC, например 1Н22-62, обеспечивает получение заданных размеров и конфигурации деталей, а также выбор частот вращения и подач, номера инструмента и команду на его смену, включение и выключение охлаждения и т. д. Возможны три режима работы: наладочный, работа по программе, установка суппорта в нулевое (исходное) положение. Число управляемых координат (всего/одновременно) 2/2. Точность отработки координат продольных (по оси Z) 0,001 мм; поперечных (по оси X) 0,0005 мм. Программоноситель - восьмидорожковая перфолента, код ISO.
Основные механизмы и движения в полуавтомате 1725МФ3. (рис. 61). На основании станка закреплена станина А прямоугольной формы. В ее вертикальной плоскости расположены две пары направляющих: по одной паре перемещается крестовой суппорт В и магазин Г, другие две направляющие служат для базирования и закрепления шпиндельной Б и задней Д бабок станка. Главное движение сообщается заготовке, движения подачи в продольном (по оси Z) и поперечном (по оси X) направлениях - крестовому суппорту. Каретка суппорта и ползун перемещаются по направляющим смешанного трения: скольжения и качения (танкетки).
Увеличить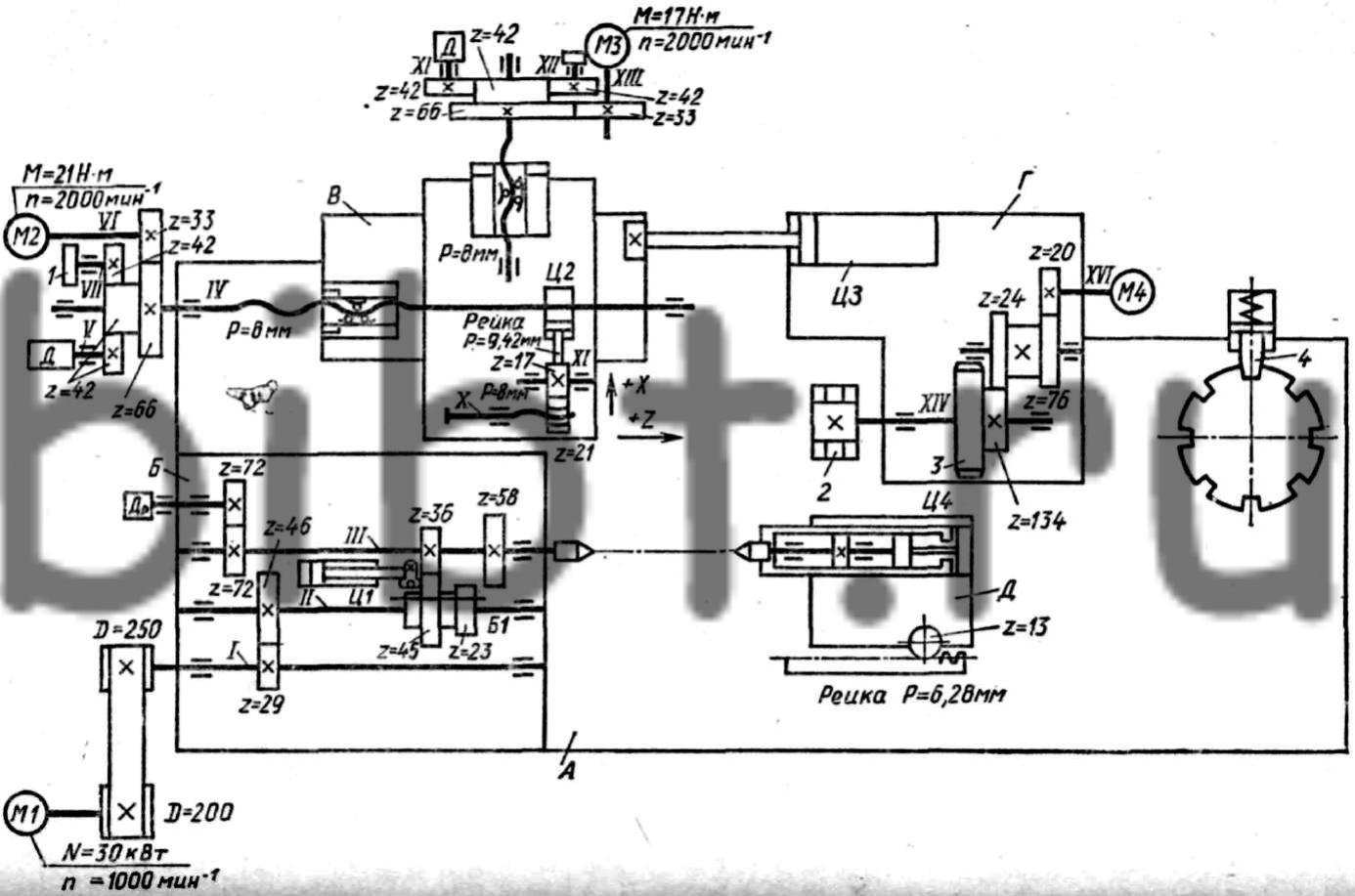
Рис. 61. Кинематическая схема токарного патронного полуавтомата 1725МФ3