
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Правка на пневматическом молоте. Конструкция правочного штампа.
При правке на молотах деталь (заготовку) придерживают (рис. 25) двумя руками, располагая заготовку так, чтобы выправляемый участок находился в зоне действия бойков. Удары при правке на молотах наносятся по тем же схемам, что и при ручной правке ударным инструментом.

Рис. 25. Правка на пневматическом молоте
При правке на молотах бойки выбирают в зависимости от толщины и механических свойств обрабатываемого материала.
При правке деталей сферической или другой криволинейной формы наковальню с плоской поверхностью заменяют на криволинейную.
Для предохранения поверхности заготовок при правке на молотах заготовки смазывают машинным маслом.
Головка выколоточного молота приводится в действие от индивидуального электродвигателя через клино-ременную передачу и коленчатый вал. В корпусе головки имеется цилиндр, в котором расположены два поршня. Верхний поршень шатуном соединен с коленчатым валом, а нижний составляет одно целое со штоком, па конце которого находится верхний боек.
При работе пневматического выколоточного молота верхний поршень, сжимая воздух, толкает нижний поршень вниз, при этом над ним создается воздушная подушка, которая после удара верхнего бойка по нижнему бойку отбрасывает нижний поршень вверх, чему содействует разрежение, создавшееся при отходе верхнего поршня.
Конструкция молота позволяет регулировать силу удара верхнего бойка, жесткость удара и избежать заклинивания верхнего бойка. Силу удара увеличивают поворотом рукоятки крана и регулированием клапана, расположенного на корпусе цилиндра под нижним поршнем. Степень сжатия воздуха под верхним поршнем регулируется вторым клапаном.
Сварные, паяные, штампованные детали, а также подвергнутые термической обработке листы и детали с поводкой и короблением правят на пневматических выколоточных молотах в холодном состоянии.
При значительной кривизне заготовки правят в специальных штампах на гидравлических, кривошипно-коленных (чеканочных) или фрикционных прессах. Наилучшие результаты дают фрикционные прессы, обеспечивающие чеканящий удар при любых отклонениях по толщине стенок профиля.
Эксцентриковые или кривошипные прессы применять для правки не следует, так как точно отрегулировать закрытую высоту пресса по толщине листа или полки профиля практически невозможно. При этом возможна или неполная правка, вследствие минусовых отклонений по толщине заготовки, или поломка пресса - при плюсовых отклонениях. На таких прессах правят детали, когда нет других прессов, при этом для предохранения применяют амортизирующую резину под штамп.
На рис. 26 приведена конструкция универсального штампа для правки профилей. Штамп снабжен сменным пуансоном 1 и планками 2, 3, образующими рабочую поверхность матрицы.
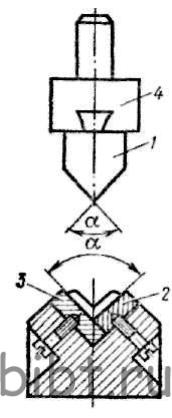
Рис. 26. Конструкция правочного штампа:
1 - пуансон, 2, 3 - сменные планки, 4 - пуансонодержатель
Пуансон крепится в пуансонодержателе 4 спецзамком. Угол между гранями пуансона и рабочими поверхностями планок 2 и 3 должен соответствовать углу между плоскостями полок с поправкой на пружинение. Длина штампа не более 600-800 мм. При большей длине детали операцию ведут за несколько ударов с передвижением детали. Правкой в штампе не устраняется кривизна, лежащая в пределах упругих деформаций. Поэтому, когда абсолютные величины упругих деформаций становятся значительными, в дополнение к операции правки в штампах или, исключая ее, производят ручную правку на рихтовочной плите. При больших сечениях профилей, когда правка требует больших физических усилий, операцию выполняют на гидравлическом прессе.