
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Технические характеристики пневматических выколоточных молотов моделей М : М001, М002, М003, М004.
Крепление бойков выколоточного молота. Приемы работы на выколоточном молоте.
Технические характеристики пневматических выколоточных молотов моделей М приведены в табл. 21.
21. Технические характеристики молотов моделей М : М001, М002, М003, М004.
| Показатели | Молоты | |||
| М001 | М002 | М003 | М004 | |
Масса падающих частей, кг |
8 | 12 | 16 | 20 |
Ход верхнего поршня, мм |
80 | 80 | 130 | 160 |
Число ударов бойка в минуту |
400 | 400 | 375 | 350 |
Вылет головки от станины, мм |
1085 | 1085 | 1500 | 1500 |
Основными рабочими инструментами выколоточных молотов являются верхний и нижний бойки. Нижний боек 3 (рис. 185) крепится в стакане 4, закрепленном в наковальне 5. Верхний боек 2 напрессовывается на шток 1 молота. Форма бойков подбирается в зависимости от характера выполняемой работы. На рис. 184, в - д приведена форма разводных бойков для пологих деталей, разводных бойков для выпуклых деталей и гладильных бойков.
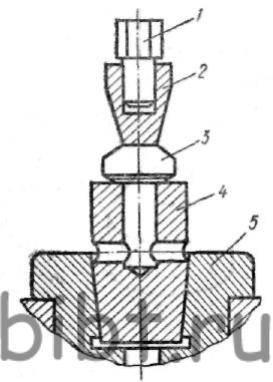
Рис. 185. Крепление бойков выколоточного молота:
1 - шток, 2 - верхний боек, 3 - нижний боек, 4 - стакан, 5 - наковальня
Процесс выколотки на молотах начинают с подбора формы рабочей части бойков.
Для интенсивной деформации материала (утонения) необходимо увеличить давление бойков на материал. Давление определяется по формуле q=P/F, где q - давление, кгс/мм2; Р - сила удара, кгс; F - площадь рабочей части бойков, мм2.
Силу удара Р можно увеличить за счет выбора типа молота с соответствующей массой падающих частей. Но это не обязательно, так как и на одном молоте давление вполне можно повысить за счет уменьшения рабочей площади бойков. Однако, площадь бойков F можно уменьшать только до определенного предела, так как чрезмерное уменьшение площади может привести к появлению забоин и трещин.
Бойки изготовляют из углеродистой инструментальной стали У8А и У9А. Рабочая часть бойков калится и отпускается до твердости HRC44-48. После термической обработки бойки тщательно полируют.
При выколотке на выколоточных молотах заготовка помещается между бойками и удерживается рабочим (рис. 186, а, б). Крупные заготовки типа обшивок удерживаются двумя рабочими. Подводя необходимые места заготовки под бойки, производят выколотку. Для равномерной выколотки заготовку относительно бойков непрерывно перемещают.
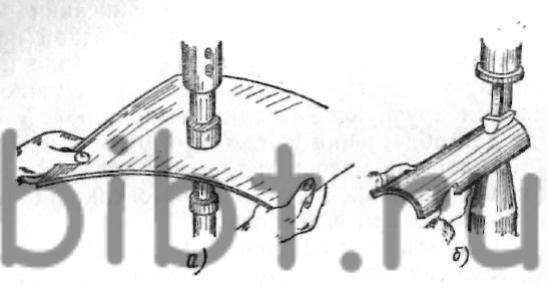
Рис. 186. Приемы работы на выколоточном молоте: а - выколотка одной заготовки, б - трех заготовок
При машинной выколотке, как и при ручной, материал сильно нагартовывается, поэтому периодически его отжигают. В процессе выколотки заготовку контролируют по шаблонам, болванкам или другой оснастке. Для облегчения течения материала и получения чистой поверхности ее смазывают машинным маслом.