
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Штамповка на листоштамповочных молотах. Штамповка на вытяжку, на обжим.
Штампы для штамповки деталей на падающих молотах.
Штамповку деталей небольшой глубины и несложной формы.
При штамповке на молотах простого действия (падающих) заготовку укладывают на матрицу, установленную на столе молота. Несколькими ударами пуансона, прикрепленного к подвижной части молота, материал деформируется и принимает форму рабочей матрицы. При штамповке на падающих молотах между ударами выполняют ряд доводочных работ: разглаживание гофров, разводку, выколотку, посадку и обрезку припусков. По мере необходимости производят отжиг.
Штамповку деталей небольшой глубины и несложной формы производят из точной заготовки без припусков. В этом случае в штампе предусматривается точная установка и фиксация заготовки. Вырезанную заготовку перед штамповкой на падающем молоте подвергают разводке, посадке и гибке.
Разводку-выколотку производят на выколоточных молотах или вручную. Разводку выполняют в тех местах, где для облегчения вытяжки в штампе необходимо увеличить площадь материала за счет его утонения, т. е. в местах максимальной вытяжки. Это сокращает количество переходов при штамповке.
Раскрой и вырезку заготовок под штамповку на падающих молотах производят обычным путем. Припуск, определенный технологом, уточняется по первой детали.
Посадку производят на посадочных станках в тех местах заготовки, где необходимо уменьшить ее площадь за счет утолщения материала. Гибку производят для более точной фиксации заготовки в штампах. Заготовки толщиной менее 1,2 мм не гнут, так как они изгибаются от собственной силы тяжести при укладке на матрицу.
Процесс штамповки на падающих молотах производится двумя способами: на вытяжку и на обжим.
При штамповке на вытяжку (рис. 187,а) выпуклая часть детали направлена вниз, т. е. матрица штампа имеет углубление. Таким способом штампуют все детали, требующие глубокой вытяжки, так как он позволяет лучше укладывать заготовку на матрицу и править появившиеся при штамповке гофры, не снимая заготовки.
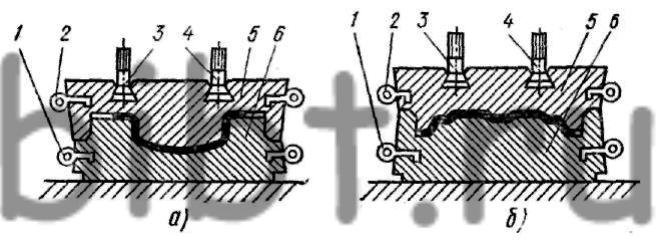
Рис. 187. Штампы для штамповки деталей на падающих молотах:
а -штамповка на вытяжку, б - штамповка на обжим; 1, 2 - такелажные ушки, 3, 4 - крепежные шпильки, 5-пуансон, 6-матрица
При штамповке на обжим (рис. 187, б) выпуклая часть детали направлена вверх, т. е матрица имеет выпуклую рабочую часть. В связи с тем, что на выпуклую матрицу правильно уложить прямую заготовку невозможно, то на обжим штампуют предварительно согнутые заготовки типа профилей и калибруют предварительно отштампованные детали на первых переходах.