
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Штамповка деталей сложной формы в два перехода и более.
Штамповка на падающих молотах. Многопереходная штамповка детали сложной.
Большинство деталей, получаемых штамповкой на падающих молотах, изготовляются в одном штампе. Но есть случаи, когда для штамповки необходимо применить несколько штампов, например при изготовлении сложной формы с глубокими выштамповками.
Штамповка деталей сложной формы в два перехода приведена на рис. 188, а. Для обеспечения деформации при вытяжке углублений в штампе первого перехода штампуют только внутренние углубления, что позволяет материалу из фланца перемещаться в углубления. Для предохранения материала от разрыва увеличивают переходные радиусы R1 в 1,5-2 раза против радиусов R2.
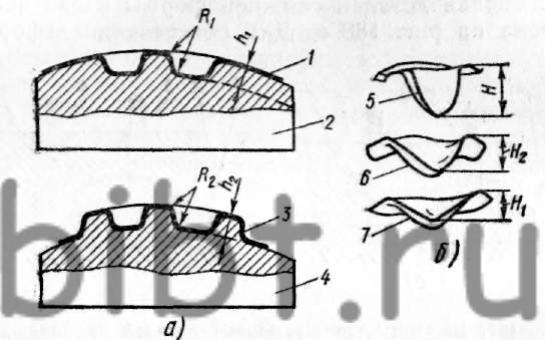
Рис. 188. Штамповка деталей сложной формы в два перехода и более:
а -детали замкнутой формы, б - незамкнутой; 1 - первый переход, 2- матрица первого перехода, 3 -второй переход, 4-матрица второго перехода, 5 - слепок готовой детали, 6 - расправленный слепок первого перехода, 7 - расправленный слепок второго перехода
Чтобы на втором переходе материал обтянулся по матрице и не появились хлопуны и гофры, высота штамповки углублений h1 должна быть на 3-5% меньше высоты углублений h2. Штамп первого перехода изготовлен на вытяжку, а штамп второго - на обжим.
Многопереходная штамповка детали сложной (незамкнутой) формы приведена на рис. 188, б. Сущность этой штамповки заключается в уменьшении глубины вытяжки за счет создания рациональных переходных форм штамповки. Для этого по матрице окончательного перехода или по эталонной детали изготовляют слепок 5 из нескольких слоев грубой марли, пропитанной воском или парафином, толщиной 2-3 мм.
После охлаждения слепок снимают и расправляют, стараясь уменьшить глубину вытяжки H. Ввиду того, что нити марли не растягиваются, а только изгибаются, толщина слепка не меняется. Следовательно, вытяжка на первых переходах будет происходить в более благоприятных условиях. По расправленному слепку 2 и 3 изготовляют гипсовые модели матриц для промежуточных переходов.