
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XXV
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ УЧЕБНЫХ МАСТЕРСКИХ И ПРЕДПРИЯТИЯ
§ 1. Основное и вспомогательное оборудование.
Основное оборудование. Учебные мастерские и предприятия оснащены основным и вспомогательным оборудованием. К основному относят оборудование, предназначенное для выполнения основных технологических операций (резка заготовок, токарная обработка, штамповка и др.). К вспомогательному относят оборудование, занятое на выполнении вспомогательных операций (перевозка, упаковка и др.).
В зависимости от характера выполняемых работ и типа применяемых инструментов оборудование подразделяется на группы.
Группа 1 -токарные станки, включает станки, которые предназначаются для обработки поверхностей вращения. Объединяющим признаком данной группы является использование вращательного движения заготовки в качестве движения резания.
Группа 2 - сверлильно-расточные станки, включает также и расточные. Объединяющим признаком группы сверлильных станков является их назначение - обработка круглых отверстий. Движением резания служит вращение инструмента, которому обычно сообщается движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с заготовкой.
Группа 3 - шлифовальные станки, объединяются по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов. В эту группу входят также полировальные и доводочные станки, на которых в качестве режущего инструмента используются абразивные бруски, абразивные ленты, порошки и пасты.
Группа 4 - зубообрабатывающие станки, включает все станки, служащие для обработки зубьев колес.
Группа 5 - фрезерные станки, объединяет все станки, использующие в качестве режущего инструмента многолезвийные инструменты - фрезы.
Группа 6 - строгальные и долбежные станки, объединяет станки, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или изделия.
Группа 7 - протяжные станки, включает станки с общим признаком; использование в качестве режущего инструмента специальных многолезвийных инструментов - протяжек.
Группа 8 - электрофизические и электрохимические станки.
Группа 9 - отрезные и разные станки.
Группа 10 - станки, изготовляемые другими министерствами и ведомствами, предназначены для различных видов обработки (токарной, фрезерной и др.).
В СССР принята единая система обозначений станков, основанная на присвоении каждой модели станка шифра (номера). Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620.
Первая цифра показывает группу, к которой относится данный станок. Вторая цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно показывают условный размер станка. Например, для токарных станков третья и четвертая цифры показывают высоту центров в сантиметрах или дециметрах.
Чтобы различить конструктивное исполнение станков одного и того же размера, но с разной технической характеристикой, между первой и второй цифрами вводится буква. Например, все станки моделей 162, 1А62, 1Б62, 1К62 - токарные с высотой центров 200 мм. Однако модель 162 имеет максимальную частоту вращения 600 об/мин, модель 1А62 - 1200, 1Б62- 1500, а модель 1К62-2000 об/мин. Буквы, стоящие в конце номера, означают различные модификации станков одной и той же базовой модели. Например, горизонтально-фрезерный станок 6Н82Г представляет собой упрощенный тип базового универсально - фрезерного станка 6Н82.
Станки классифицируются также по универсальности, по степени автоматизации, по точности и массе.
Назначением основного технологического оборудования является изготовление деталей машин, т. е. обработка заготовок этих деталей.
Любое технологическое оборудование состоит из корпуса, привода и исполнительных органов. Ниже описан универсальный вертикально-сверлильный станок (рис. 249).
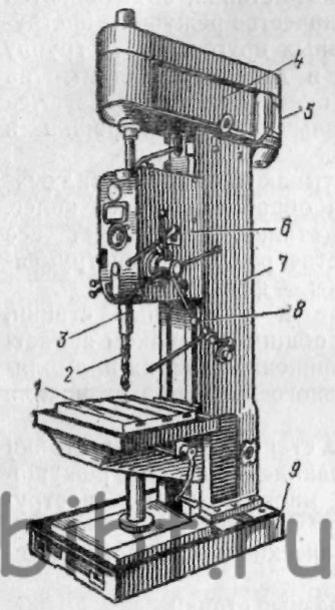
Рис. 249. Вертикально-сверлильный станок:
1 - стол, 2 - инструмент, 3 - шпиндель, 4-шпиндельная головка, 5 - электродвигатель, 6 - шпиндельная бабка, 7 -колонна, 8--штурвал, 9 - фундаментная плита
На фундаментной плите 9 смонтирована колонна 7 коробчатой формы. В ее верхней части смонтирована шпиндельная головка 4, несущая электродвигатель 5, шпиндель 3 с инструментом 2. На вертикальных направляющих колонны установлена шпиндельная бабка 6, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную при помощи штурвала 8.
Условное изображение механизмов, соединенных в определенной последовательности в кинематические цени, называют кинематической схемой. Кинематические цепи, обеспечивающие исполнительные движения рабочих органов, называют структурными.
Простейшая кинематическая схема станка показана на рис. 250. Здесь три исполнительных движения: вращение вала I - шпинделя с инструментом, вала IV - шпинделя, изделия и прямолинейная подача стола вместе с заготовкой II. В соответствии с этим имеем три структурные кинематические цепи: первая состоит из ременной передачи со шкивами 1-2, вторая - из передачи 3-4, червячной пары 5-6, колес а-b, с-d и винтовой пары 9-10.
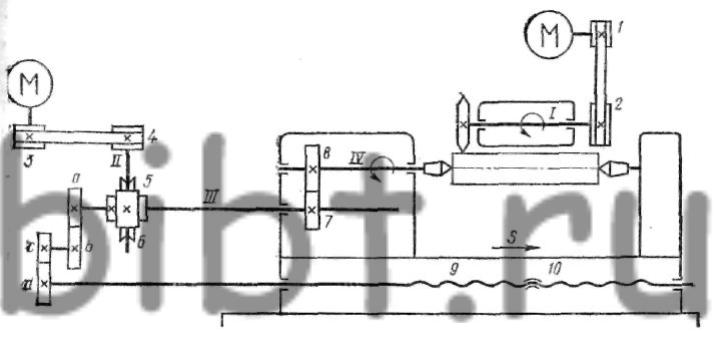
Рис. 250. Простейшая кинематическая схема станка:
1,2 - шкивы, 3,4 - ременная передача, 5, 6 - червячная пара, 7, 8, а-b-с-d - зубчатые колеса, 9, 10 - винтовая пара
Вспомогательное оборудование. К вспомогательному оборудованию относят краны, тельферы, тележки, конвейеры, укладчики, кантователи, оборудование для консервации и упаковки и др.