
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Рациональный раскрой полуфабрикатов (листа на заготовки).
Размер заготовки и ее форма определяются в зависимости от размеров готовой детали и способа ее изготовления. При раскрое предусматриваются припуски на разрезание в зависимости от способа разрезания. При разрезании листов толщиной 0,5-2 мм рычажными ножницами с наклонными ножами (гильотинные) или вибрационными ножницами припуск при раскрое составляет 1-2 мм. При резании таких же листов на ленточных пилах припуск составляет 2-5 мм, а при разрезании дисковыми пилами - 3-5 мм.
В медницко-жестяницком производстве, кроме припуска на разрезание, часто оставляют припуск на обрезку, например при выколотке деталей, при выдавливании и пр.
В большинстве случаев для упрощения раскроя контуру заготовки придают прямоугольную форму, однако в ряде случаев такая заготовка неэкономична и нетехнологична, так как излишний материал резко ухудшает условия деформации, а затем удаляется в отход. В таких случаях контур заготовок должен иметь криволинейные очертания, эквидистантно контуру детали в плане. Величина припуска определяется предварительно технологом и уточняется по первой детали.
Основной задачей рационального раскроя является наиболее полное использование листа. Степень использования площади листа характеризуется коэффициентом использования К, который равен отношению общей площади ΣKд деталей, вырезанных из листа, к площади листа, т. е.

Использование площади листа зависит от способа размещения заготовок. Рациональное использование листа достигается размещением на одном листе заготовок различных габаритов. При таком размещении сначала размещаются заготовки крупных размеров, затем средних и наконец мелких.
Схема рационального раскроя листа на заготовки различной конфигурации показана на рис. 66. Так как почти все детали, размещенные на листе, имеют криволинейные очертания, то их вырезают на роликовых ножницах сразу по действительному контуру. В том случае, когда размещаемые на листе детали имеют прямолинейную форму, лист предварительно разрезают на полосы, а затем на заготовки требуемых размеров.
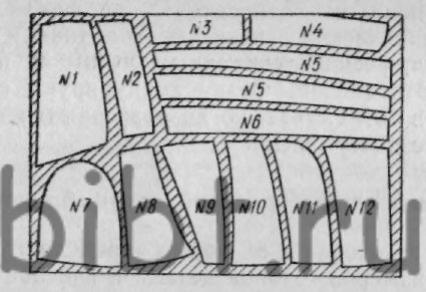
Рис. 66. Схема рационального раскроя листа на заготовки
Раскрой листа оформляется в виде карты технологического процесса раскроя, предусматривающего групповой раскрой, при котором из листа выкраивается группа деталей разных наименований, или индивидуальный раскрой, при котором лист раскраивается на детали одного наименования. При рациональном раскрое отходы металла составляют не более 5-10%.
Бережное отношение к расходованию материалов при раскрое является важным резервом снижения себестоимости выпускаемой продукции. Долг каждого рабочего тщательно анализировать проект раскроя, всякий раз подсчитывать коэффициент использования материала и вносить свои предложения по его повышению.