
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Наклеп при резании металлов.
Под влиянием пластической деформации изменяется кристаллическая решетка. Это приводит к росту сопротивляемости металла дальнейшему увеличению деформации. Металл упрочняется, его твердость повышается, вязкость уменьшается. Такое изменение свойств металла под влиянием пластической деформации называется наклепом.
Такое же явление наблюдается и при резании. Поэтому стружка, полученная от пластичного материала, раза в 1,5-2 тверже, чем сам металл.
В процессе резания деформации подвергается не только срезаемый металл (рис. 85), но и наружный слой поверхности на некоторой глубине h. Дело в том, что режущая кромка любого инструмента в действительности не так остра, как это кажется невооруженному глазу. Под микроскопом на ней видны зазубрины и некоторый радиус закругления ρ. Даже у тщательно заточенного инструмента ρ = 0,01-:- 0,03 мм. Такое закругление режущей кромки препятствует ее врезанию в срезаемый слой. В результате некоторая часть металла подминается закруглением, вызывая пластические деформации в поверхностном слое обрабатываемой заготовки. Вот почему твердость наружного слоя обработанной заготовки (детали) иногда намного выше твердости нижележащих слоев: при обработке алюминия на 90-100%, латуни на 60-70%, мягкой стали на 40-50%.
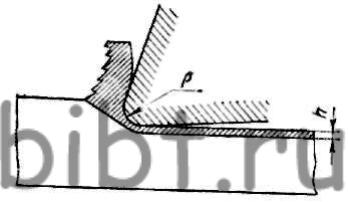
Рис. 85. Схема деформации срезаемого слоя
Наклепанный слой имеет разную глубину при различных способах обработки. Так, при обычных условиях обработки заготовок из стали средней твердости глубина наклепанного слоя получается при черновой обработке резцом 0,4-0,5 мм, при чистовой - только 0,04-0,06 мм, а при полировании - 0,02-0,04 мм.
На глубину наклепа значительное влияние оказывают условия работы и режим резания. Она уменьшается с увеличением скорости резания и растет с увеличением толщины среза. Затупленный резец дает в 2-3 раза большую глубину наклепа, чем острый, так как тупой резец труднее внедряется в срезаемый слой.
Разные металлы имеют неодинаковую способность к наклепу. Чем пластичнее обрабатываемая сталь и меньше ее твердость, тем большее повышение твердости она получит после обработки. Встречаются такие металлы, которые при невысокой твердости отличаются чрезвычайно большой способностью к наклепу. Их твердость в процессе резания настолько возрастает, что нередко механическая обработка становится невозможной. К ним, например, относится кремнемарганцовая сталь, содержащая 13% марганца, и некоторые другие стали. Хрупкие металлы - чугун, бронза и др. не наклепываются. Наклеп - следствие пластической деформации обрабатываемого металла: чем больше деформация, тем больше наклеп. Следовательно, на образование наклепа, как и на усадку стружки, должна влиять величина переднего угла.
Так, с увеличением переднего угла деформации срезаемого слоя обработанной поверхности уменьшаются, следовательно, степень и глубина наклепа резко снижаются. Например, при угле γ=5° глубина наклепанного слоя примерно в 2-3 раза больше, чем при угле γ=45°.