
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 8. Индукционный и электроконтактный нагрев при гибке труб.
Гибка труб из стали Х18Н10Т. Одновитковый индуктор.
Качество изгиба труб зависит от ширины и равномерности зоны нагрева. Для изгиба труб без наполнителя с радиусами изгиба 2D применяют равномерную окружности зону нагрева шириной (2-:-3) S (S - толщина стенки трубы). Получить указанную зону нагрева для труб с толщиной стенки (1-:-1,5) S весьма сложно. В этом случае применяют неравномерный нагрев по окружности трубы с меньшей температурой нагрева со стороны сжимаемой стенки.
Создавая местное охлаждение зоны сжатия, получают возможность гнуть трубы с толщиной стенки 1 мм при зоне нагрева 6-8 мм по радиусам (2-:-3) D. При этом удается полностью избежать появления гофров.
С уменьшением относительности радиуса изгиба R:D увеличивается овальность сечения, утоняется стенка и образуются гофры. Рекомендуемые температуры нагрева для стальных труб - 800-850°С, для нержавеющих - 950- 1100° С. Температуру нагрева контролируют при помощи термопар.
Индукционный нагрев является наиболее скоростным нагревом, кроме того, он обеспечивает создание узкой концентрированной зоны нагрева. Индукционный нагрев осуществляется воздействием вихревых токов, создаваемых переменным электромагнитным полем индуктора.
Интенсивность нагрева определяется частотой тока и напряженностью электромагнитного поля. По мере повышения частоты тока возрастает возможность концентрации электромагнитной энергии в малом объеме металла. Эффективность нагрева зависит от правильного выбора частоты тока. Ниже приведены оптимальные частоты (F) для нагрева стальных труб.

Лучшим для гибки с местным индукционным нагревом является станок, работающий по схеме гибки проталкиванием. Нагрев заготовки, продольная подача и подача гибочного ролика взаимосвязаны и осуществляются с единого пульта управления.
Нагревательный индуктор для местного индукционного нагрева труб, как правило, одновитковый (рис. 131). Простейшие индукторы изготовляются из медной трубы с круглым или прямоугольным сечением. Для создания узкой зоны нагрева на тонкостенных заготовках применяют трубки диаметром 4-6 мм. При этом давление охлаждающей воды в индукторе должно быть не менее 2-3 ат.
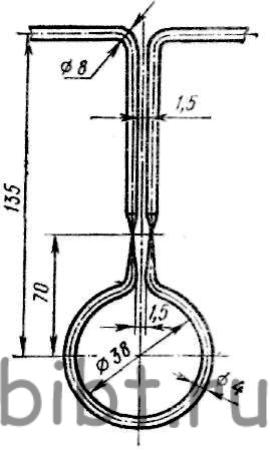
Рис. 131. Одновитковый индуктор
Зазор между трубой и индуктором выбирается по возможности наименьшим (для труб диаметром по 20 мм-2-3 мм, для труб диаметром более 20 мм-3-5 мм). Для создания узкой стабильной зоны нагрева в процессе гибки применяют спрейер-охладитель, вмонтированный в индуктор или использующийся отдельно. Спрейер представляет собой кольцевую деталь с отверстиями для выхода охлаждающей воды.
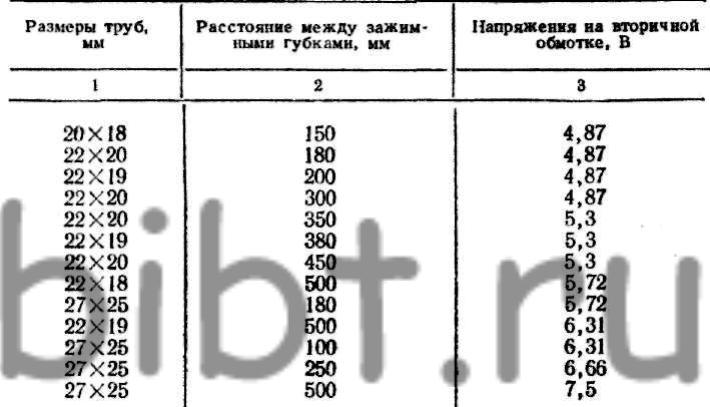
Гибку труб из стали Х18Н10Т диаметром более 15 мм производят с помощью электроконтактного нагрева с сыпучим наполнителем. Перед гибкой при помощи шаблонов размечают зоны наружного расположения электрозажимов, устанавливают электрозажимы и надежно закрепляют во избежание смещения их при гибке. Расстояние между электрозажимами выдерживают в зависимости от диаметра нагреваемой трубы. Рекомендуемые расстояния между электрозажимами при электроконтактном нагреве приведены в табл. 14.
14. Рекомендуемые расстояния между электрозажимами при контактном нагреве труб
Температура нагрева труб в зоне изгиба составляет 850-1050° С и поддерживается терморегуляторами установки. Контроль температуры осуществляют при помощи оптического или фотоэлектрического пирометра.
Для уменьшения образования гофров поверхность сжатия охлаждают струей воздуха, очищенного от влаги и масла. Правку образовавшихся гофров производят на оправках с нагревом до 850-950° С.