
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА II
КРУГЛОЕ НАРУЖНОЕ И ВНУТРЕННЕЕ ШЛИФОВАНИЕ
§ 13. УСТАНОВКА И ЗАКРЕПЛЕНИЕ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ НА СТАНКЕ.
Приспособления для шлифования в центрах.
Центра. Обратный центр. Хомутик. Поводковое приспособление. Оправка коническая.
Приспособления для шлифования в центрах. Детали устанавливают в центрах при наружном круглом шлифовании. На торцах деталей имеются центровые отверстия для установки в центрах.
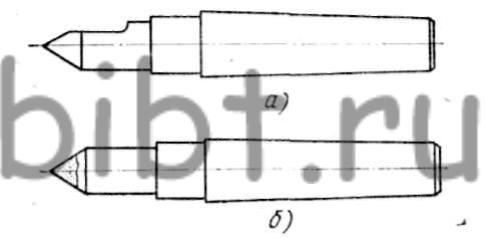
Рис. 18. Центра:
а - обычный срезанный, б - с твердосплавным наконечником

Рис. 19. Обратный центр
Центра изготовляются цельными (рис. 18, а) или с твердосплавным наконечником (рис. 18, б). Детали диаметром 3-4 мм шлифуют в обратных центрах (рис. 19).
Для свободного выхода шлифовального круга с детали, диаметр которой меньше диаметра центра, одна сторона центра, обращенная к кругу, срезается.
При шлифовании в центрах центр передней бабки не вращается и шлифуемая деталь получает вращение от поводковой планшайбы через хомутик, закрепляемый на конце детали.

Рис. 20. Хомутик
Наиболее часто применяемый вид хомутика показан на рис. 20. Недостаток таких хомутиков состоит в том, что при невысокой твердости шлифуемой детали зажимной винт оставляет на ней вмятину. Универсальный хомутик (рис. 21) не имеет такого недостатка.
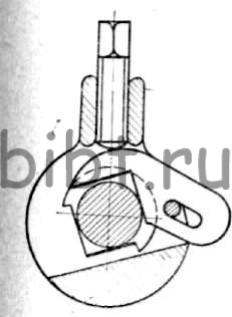
Рис. 21. Универсальный хомутик
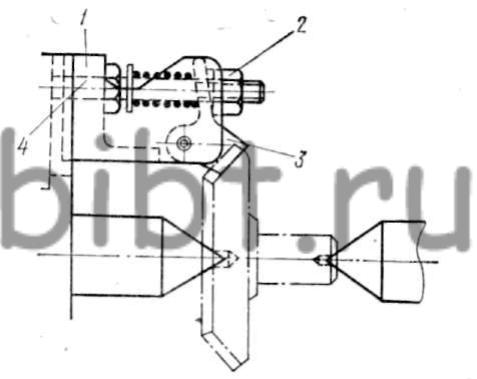
Рис. 22. Поводковое приспособление
При шлифовании хвостовиков зубчатых колес, обрабатываемых крупными партиями, применяют специальное поводковое приспособление (рис. 22). Корпус 1 этого приспособления болтом 4 крепится к планшайбе передней бабки, а поводок 3 с помощью гайки 2 устанавливается так, что при закреплении шлифуемого зубчатого колеса в центрах попадает во впадину между зубьями и при вращении планшайбы увлекает за собой колесо. Применение таких поводковых приспособлений сокращает вспомогательное время, так как исключает установку и снятие хомутика с каждой детали.
Детали с точным отверстием и небольшой высоты шлифуют на длинных центровых оправках с небольшой конусностью (рис. 23). Диаметр оправки с заходного конца на 0,01 мм меньше номинального диаметра отверстия шлифуемой детали, диаметр другого конца оправки превышает диаметр отверстия детали на 0,015 мм. Конусность оправки должна быть не больше 0,015 мм на 100 мм длины. Разжимные оправки используют для шлифования деталей с более широким допуском по внутреннему диаметру.
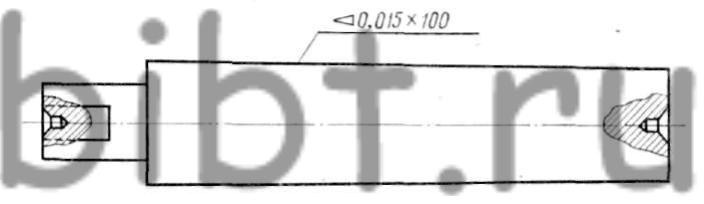
Рис. 23. Оправка коническая