
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 14. КРЕПЛЕНИЕ И БАЛАНСИРОВКА ШЛИФОВАЛЬНОГО КРУГА.
Балансировка шлифовального круга на станке. Балансировочные станки.
Шлифовальный круг закрепляется на фланцах. При этом нужно следить, чтобы посадка круга на шейке фланцев была свободной, но без большой качки. Допустимый зазор между кругом и шейкой фланца - 0,1 - 0,3 мм. Круг должен плотно прилегать к торцам фланцев. Оба фланца скрепляются винтами. По торцам круга ставятся картонные прокладки.
Прежде чем установить фланцы с закрепленным между ними кругом на шпиндель станка, собранный узел надо отбалансировать, т. е. добиться, чтобы общий центр тяжести круга и фланцев был на оси вращения.
Балансируют круги на специальном станке в специальном приспособлении. В процессе балансировки выявляют неуравновешенность круга и устраняют ее.
Так как круги вращаются с очень большой скоростью и имеют большие размеры, то при неуравновешенности возникает большая центробежная сила, стремящаяся отклонить круг от оси вращения.
Неуравновешенность круга увеличивает шероховатость обработанной поверхности - она получается дробленой, появляются выхваты, кроме того, быстро изнашиваются подшипники шпинделя станка. Основные причины неуравновешенности круга следующие:
а) эксцентричное расположение отверстия относительно наружной поверхности;
б) эксцентричная установка круга на шпинделе станка или во фланцах;
в) неправильная форма наружной поверхности;
г) неодинаковая плотность материала круга.
Перед балансировкой круг очищают от грязи и опилок и внимательно осматривают. Круги с трещинами не балансируют, а бракуют.
Если диаметр отверстия больше диаметра оправки, то поверхность отверстия может быть наращена специальной массой, причем толщина массы при диаметре отверстия более 50 мм - до 5 мм. Наращивание выполняют специально подготовленные рабочие.
Круги балансируют за несколько приемов. Вначале балансируют новый круг на цилиндрической оправке, укладываемой на опоры балансировочного станка. Станки бывают с опорами в виде валиков, призм и дисков (рис. 28).
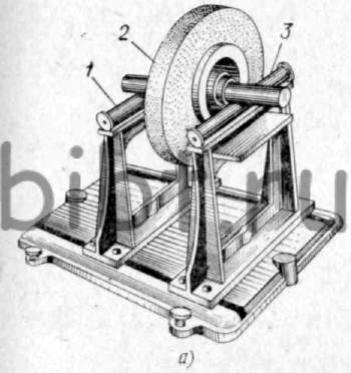
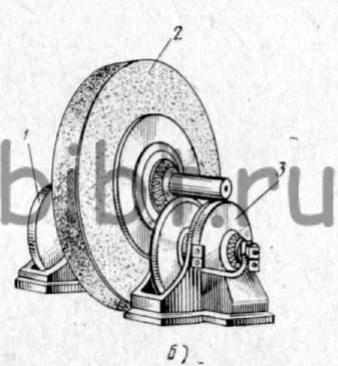
Рис. 28. Балансировочные станки для балансировки шлифовальных кругов:
а - с опорами в виде валиков: 1 и 3 - валики, 2 - шлифовальный круг на оправке; б - с опорами в виде дисков: 1 и 3 - диски, 2 - шлифовальный круг на оправке
Во фланце, крепящем круг на оправке, имеется кольцевой паз, в котором перемещаются три грузика. Если круг, насаженный на оправку, положить на опоры и повернуть, то при неуравновешенности массы в какой-то части круга он повернется так, что эта масса окажется в нижнем вертикальном положении. На практике один грузик закрепляют в самом высоком положении, а два других рядом с ним. Если после этого круг толкнуть, то он будет поворачиваться до тех пор, пока грузики не окажутся внизу. Перемещением грузиков по кольцевому пазу неуравновешенную массу уравновешивают, т. е. добиваются такого положения, чтобы при любом повороте на небольшой угол круг не возвращался в исходное положение.
Отбалансированный круг крепят на шпинделе шлифовального станка и правят - придают кругу правильную геометрическую форму, после чего первоначальная балансировка нарушается, так как при правке круга снимается неравномерный слой абразива. Затем круг снимают со станка и повторно тщательно балансируют. После второй балансировки круг окончательно правят и пускают в работу. При высоких требованиях к шероховатости поверхности балансировку выполняют более двух раз. Установку балансировочного станка (см. рис. 28) тщательно проверяют по уровню.
В процессе шлифования диаметр круга постепенно уменьшается и его уравновешенность может нарушиться, поэтому при уменьшении диаметра круга на 50-60 мм его надо заново балансировать.
Выполняют балансировку круга и на самом станке.
В последнее время применяются автоматизированные устройства для балансировки.
В соответствии с требованиями стандарта все шлифовальные круги до отправки в цех испытывают на прочность на специальных станках, обеспечивающих окружную скорость вращения, в 1,5 раза превышающую рабочую.
Особо тщательно проверяют прочность скоростных кругов. Время их пробного вращения на испытательных станках составляет для круга диаметром до 90 мм - 3 мин, диаметром 475 мм - 10 мин.