
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 15. ПОДГОТОВКА И НАСТРОЙКА ШЛИФОВАЛЬНОГО СТАНКА.
Настройка станка при шлифовании наружных цилиндрических поверхностей. Центровые отверстия.
Настройка станка зависит от его конструкции и характера обрабатываемой детали.
Основные этапы настройки станка при шлифовании наружных цилиндрических поверхностей состоят в следующем:
1. Устанавливают центр. Задний центр должен выступать из пиноли на 1,5 Н (H - ширина круга). При шлифовании деталей малого диаметра сторона заднего центра, обращенная к кругу, срезается на такую же длину (1,5 H), чтобы круг не задевал центра.
2. Устанавливают поводковый патрон для вращения детали при шлифовании с неподвижным передним центром.
3. Устанавливают поворотный стол в нулевое положение.
4. Регулируют усилия прижима детали центром бабки. Чем легче и тоньше шлифуемая деталь, тем меньше должно быть это усилие. Излишнее усилие прижима приводит к быстрому износу центров, слабый прижим может быть причиной выпадения детали из центров.
5. Устанавливают люнеты при шлифовании длинных деталей.
6. Регулируют и проверяют охлаждение.
7. Правят круг. Если круг новый, его тщательно балансируют.
8. Подбирают и устанавливают согласно технологической карте скорость вращения детали и скорость хода стола.
9. Устанавливают упоры реверсирования хода стола.
10. Закрепляют деталь в центрах. Центровые отверстия (рис. 29) в детали должны быть выполнены точно. Отклонение угла конуса и овальность центрового отверстия не допускаются. Аналогичные требования предъявляются к наружным центрам передней и задней бабок станка.
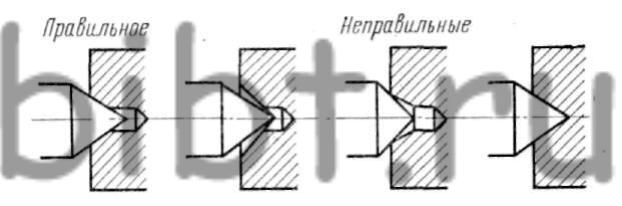
Рис. 29. Центровые отверстия
Хомутики для вращения деталей подбирают по диаметру детали. Для шлифования полых деталей используют центровые оправки.
11. Регулируют механизм автоматического выключения поперечной подачи.
Для этого устанавливают деталь и включают станок. Маховичком поперечной подачи сближают круг и деталь до появления искры. В этом положении, не сдвигая маховичка, открепляют его лимб, отсчитывают по лимбу от нуля вправо столько делений, насколько потребуется повернуть маховичок, чтобы с детали был снят весь припуск, и наносят в этом месте лимба риску мелом. Затем устанавливают лимб этой риской против риски, от которой ведется отсчет на корпусе механизма поперечной подачи, и закрепляют лимб.
Когда весь припуск будет спят и нулевая риска на лимбе приблизится к риске отсчета на корпусе, специальный кулачок, соединенный с лимбом, отключит автоматическую поперечную подачу. После некоторого «выхаживания» круг отводят от детали. Сняв первую деталь, проверяют ее годность, после этого можно считать станок настроенным.