
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 16. ШЛИФОВАНИЕ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ.
Шлифование : продольными проходами, установленным кругом. Ступенчатая заправка шлифовального круга.
Различают черновое и чистовое шлифование. При черновом шлифовании снимают 80-90% припуска с малой затратой времени, поэтому при черновом шлифовании применяют крупнозернистые и твердые круги. Режимы шлифования выбирают более высокие: продольная подача - 0,5-0,7 ширины круга, поперечная подача - 0,01-0,08 мм на один оборот детали. К шероховатости шлифуемой поверхности особо высоких требований не предъявляется, но прижогов и шлифовочных трещин не должно быть.
После чернового шлифования припуск на окончательное шлифование снимается более мелкозернистыми кругами меньшей твердости при пониженных режимах: продольная подача - 0,25-0,3 ширины круга, поперечная подача -0,005-0,010 мм/об.
Выключив поперечную подачу после прекращения искрения при крайнем положении стола, шлифовальный круг отводят от детали. Продольное перемещение стола выключают после отвода круга.
При наружном шлифовании на круглошлифовальных станках применяются следующие способы шлифования: продольными проходами, установленным кругом, врезанием, уступами.
Шлифование продольными проходами. При этом способе шлифования (рис. 30) стол с вращающейся деталью совершает продольное движение до встречи с упором, переключающим его движение в обратную сторону. В момент переключения скорость стола равна нулю, в этот же момент осуществляется поперечная подача, т. е. перемещение круга к детали. Поперечная подача может производиться либо в конце каждого хода стола, либо тогда, когда деталь находится в крайнем правом положении, т. е. после двойного хода стола. Упор необходимо устанавливать так, чтобы круг не сходил с детали, так как в противном случае ее края будут завалены. Если же круг недостаточно перекрывает края детали, то размер на концах детали получается выше, чем в середине. При правильно установленных упорах переключение направления движения стола происходит в процессе схода круга за край детали на 1/3 своей ширины.
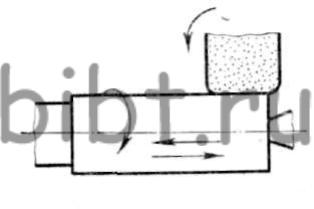
Рис. 30. Шлифование продольными проходами
Способом продольных проходов шлифуют главным образом детали большой длины.
Шлифование установленным кругом. При шлифовании установленным кругом, или глубинным способом, весь припуск, составляющий обычно 0,1-0,3 мм на сторону, снимается за один проход при небольшой продольной подаче (рис. 31). Величину продольной подачи подбирают так, чтобы при возможно большем значении ее в момент отключения продольной подачи и отвода стола искрения не было.
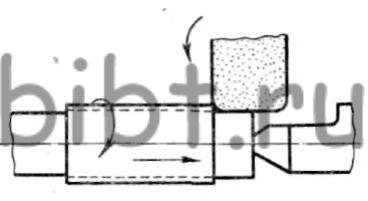
Рис. 31. Шлифование установленным кругом
При глубинном шлифовании подача осуществляется только в одну сторону. После того как очередная деталь прошлифована, стол возвращается в исходное положение для установки следующей детали. При этом положение шлифовальной бабки остается неизменным.
Такой метод шлифования обеспечивает постоянство размеров прошлифованных деталей, позволяет производить выборочный замер деталей. Условия резания при глубинном шлифовании более благоприятные и нагрев детали меньше, чем при шлифовании продольными проходами.
В настоящее время способ глубинного шлифования получил большое распространение и новаторы-шлифовщики продолжают его совершенствовать.
Для заправки заходной стороны круга рекомендуются сложные устройства, на установку и снятие которых требуется много времени.
Шлифовщик-новатор Московского завода им. Лихачева Г. Д. Кочетков предложил другой способ заправки. Первые несколько деталей он шлифует способом продольных проходов с поперечной подачей 0,1-0,15 мм на двойной ход при продольной подаче 0,1 ширины круга на один оборот детали. После шлифования двух-трех деталей на круге образуется заходный конус и остальные детали уже можно шлифовать глубинным способом.
При глубинном шлифовании совмещается черновое и чистовое шлифование. Шероховатость шлифуемой поверхности зависит от состояния цилиндрической части круга. В процессе шлифования она постепенно срабатывается и, когда ее ширина достигнет 6-8 мм, на шлифованной поверхности появляется спиральная полоска, указывающая на необходимость правки круга.
Если припуск на шлифование превышает 0,3 мм на сторону, то для глубинного шлифования применяют ступенчатую заправку круга (рис. 32) или заправку удлиненным конусом.
При ступенчатой заправке разность диаметров ступеней круга составляет 0,4-0,5 мм. При заправке удлиненным конусом угол заправки берется от 1°30'до 1°45'.
В отдельных случаях применяют шлифование двумя рядом установленными кругами, причем круг для обдирки берут с более крупным зерном и большей твердостью, чем круг для чистового шлифования. Для удобства заправки первого круга между кругами устанавливается прокладка толщиной 5-6 мм. При глубинном способе шлифования требуется полный вывод круга со шлифуемой детали. Но в отдельных случаях этим способом можно шлифовать детали, у которых обрабатываемая цилиндрическая поверхность граничит с буртиком. В этом случае круг подводится к буртику до начала искрения и затем поперечной подачей при неподвижном столе шлифуют деталь до нужного размера. После выхаживания до прекращения искрения начинают продольную подачу стола от буртика до полного схода круга с детали, Чтобы приступить к обработке следующей детали, необходимо круг отвести назад. Таким образом сочетается глубинный способ шлифования со способом врезания.
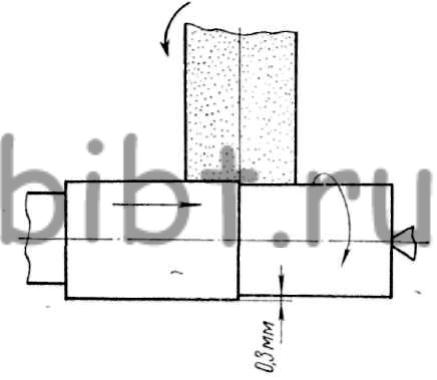
Рис. 32. Ступенчатая заправка шлифовального круга