
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Устройства для активного контроля на круглошлифовальных станках
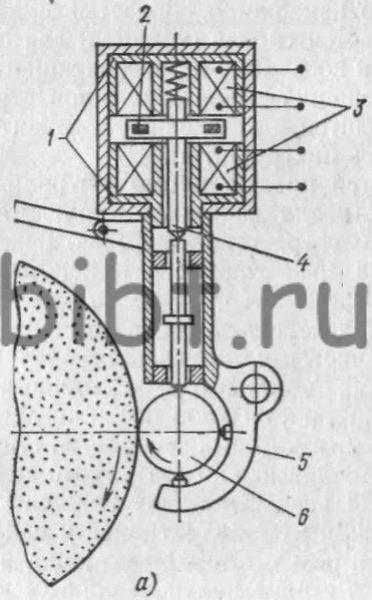
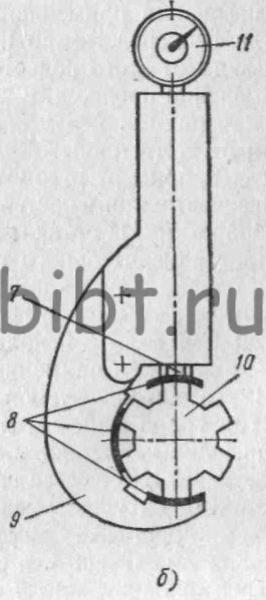
Рис. 12. Устройства для активного контроля на круглошлифовальных станках:
а — трехконтактная скоба с индикаторным датчиком;
б — скоба для контроля прерывистих поверхностей
Активный контроль с использованием трехконтактной скобы с индуктивным датчиком применяется на круглошлифовальных станках (рис. 12, а). Со шлифуемой деталью 6 в постоянном контакте находятся три упора скобы 5. Верхний упор подвижный, он соединен с измерительным стержнем, в который упирается шток 4, связанный с якорем 2. До начала шлифования воздушный зазор между якорем и верхней катушкой меньше, чем между нижней катушкой, благодаря чему имеет место изменение индуктивности находящихся на сердечниках 1 катушек 3, в результате чего по цепи, в которую они включены, проходит ток, и станок получает рабочее движение.
По мере снятия припуска в процессе шлифования шток с якорем 2 спускается, и зазор между якорем и верхней катушкой будет уменьшаться, а при достижении заданного размера детали 6 он станет равным зазору с нижней катушкой, в результате чего прохождение тока по цепи прекратится, и процесс обработки будет автоматически приостановлен.
При шлифовании шлицевых валов и других подобных детален с прерывистыми поверхностями измерительная скоба 9 (рис. 12, б) снабжается тремя специальными башмаками 8, один из которых через шток 7 соединен с измерительной головкой 11 (или преобразователем). Башмаки исключают погрешности, которые могут быть вызваны наличием на детали 10 впадин.