
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<предыдущая страница Оглавление книги следующая страница>>Схема активного контроля на внутришлифовальном станке
Для активного контроля при внутреннем шлифовании успешно применяется устройство с калибром-пробкой, схема которого приведена на рис. 13. При достижении заданного размера отверстия в детали 3 пробка 2 входит в нее и замыкает контакт 1. При этом подается команда на вывод инструмента 4 и процесс шлифования прекращается.
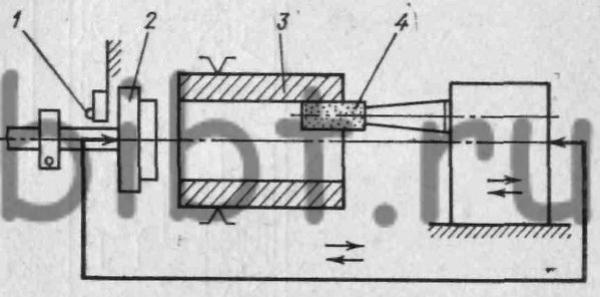
Рис. 13. Схема активного контроля на внутришлифовальном станке посредством калибра-пробки
На плоскошлифовальных станках контроль в процессе работы в большинстве случаев осуществляется посредством контактных устройств, сблокированных с подналадчиком, который по результатам измерения дает соответствующую команду рабочим органам станка (например, на подачу шлифовального круга). Устройство для активного контроля на плоскошлифовальном станке может быть снабжено специальным механизмом, исключающим ошибки при обработке прерывистых плоскостей. Для этой же цели, особенно при обработке в несколько рабочих ходов, успешно применяются бесконтактные пневматические приборы активного контроля (например, БВ-4066, БВ-4065).
Активный контроль используют также на хонинговальных станках. Чаще всего здесь встречаются устройства с жестким падающим калибром (см. рис. 4). Известны устройства активного контроля, измерительный элемент которых (например, сопло-заслонка пневматической системы) вмонтирован в инструмент, а также измерительные приборы контроля рычажного типа, посредством которых проверяется хонингованное отверстие с торца детали двухконтактным способом. На некоторых станках обрабатываемые отверстия проверяются косвенным методом — по величине разжима брусков хонинговальной головки.
На сверлильных, токарных, расточных, фрезерных и других металлорежущих станках, на которых обработка связана со сравнительно большим съемом стружки, внедрение активного контроля вызывает повышенные трудности. Тем не менее и на этих станках также применяют некоторые способы активного контроля. Так, например, при растачивании отверстий с большими диаметрами (1— 3 м) на токарных, карусельных и других станках активный контроль осуществляют методом обкатывания детали специальным измерительным диском. По числу оборотов диска в обрабатываемом отверстии определяется размер отверстия и подаются соответствующие команды рабочим органам станка.